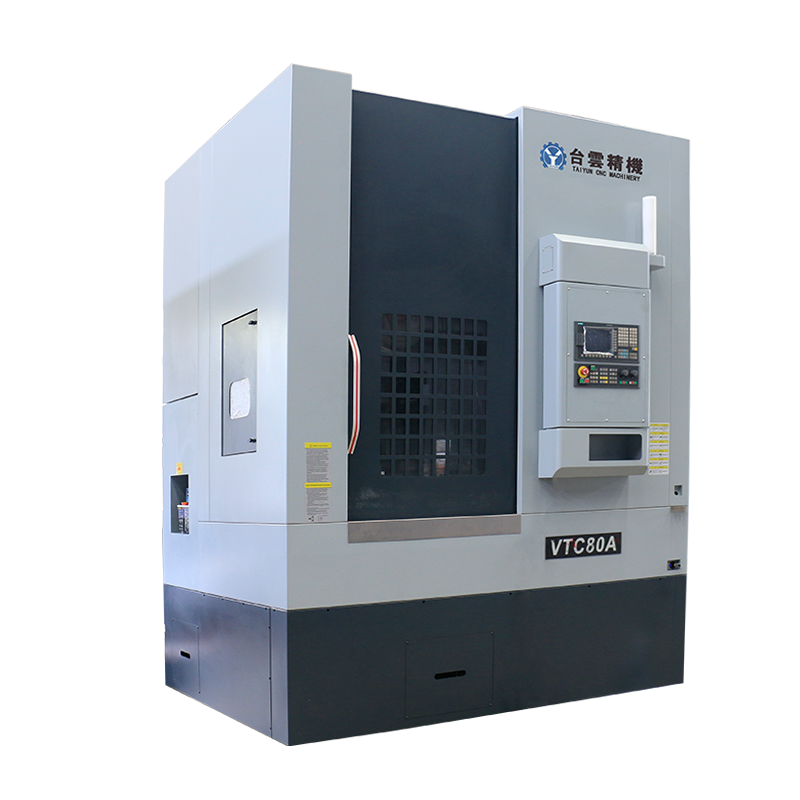


VTC80 CNC Zvislý ťažný stroj
Podpora prispôsobenia
Vertikálna točná stružiarka VTC série s jednou stĺpcovou konštrukciou je vyrobená našou spoločnosťou po absorpcii súčasnej pokročilej technológie v oblasti dizajnu a výroby a za použitia metódy optimalizovaného dizajnu CAD. Implementuje podnikové presnostné štandardy, je vybavená pokročilými funkcionálnymi komponentami z domácej aj zahraničnej produkcie a dosahuje pri štrukturálnom výkone silné reže. Stolička je preťažená, statická a dynamická pevnosť stroja je vysoká, každý pohyb je bezpečný a spoľahlivý, životnoschopnosť je dlhodobá, vysoce efektívny produkt mechatroniky s vysokou účinnosťou spracovania.
Stroj je vhodný na obrábanie železistých kovov pomocou režiacich nástrojov z vysokorýchlostnej ocele, tvrdohlavkových režiacich nástrojov a rôznych vysokoefektívnych režiacich nástrojov. Neželezisté kovy a niektoré nekovoce sa dajú rovnako obrábať. Na strojovom zariadení môžu byť vykonané hrubé aj dokončovacie obrábanie vonkajších a vnútorných valcovitých povrchov, vnútorných a vonkajších kužeľovitých povrchov, koncových stien, bránok, stupňov a oblúkov. Je vhodný na spracovanie diel s veľkým množstvom, vysokou presnosťou spracovania a vysokými požiadavkami na rozmernú konštantnosť.
1. Podstava, stĺp a lišta sú vyrobené z vysokokvalitnej šedovej hliníkovej litiny a teplovej úpravy. Zabezpečujú, že strojové zariadenie má vysokú pevnosť a stabilitu presnosti na dlhodobé používanie.
2. Strojové zariadenie používa valcovú lineárnu dráhu. Má nadmernú pevnosť a kapacitu nesienia ťažkých nákladov. Veľmi zvyšuje meraciu presnosť a nosnú schopnosť vertikálneho a horizontálneho krmenia stroja.
tento pásový koleso hlavnej osi strojového nástroja je spojené s pásovým kolesom číselne riadeného servomotora hlavnej osi pomocou pásu a je vybavené 18,5KW servohlavným motorom s neustupnou rýchlosťou. Rozsah rýchlosti je široký. Splňuje rôzne požiadavky na rýchlosť hlavnej osi pri hrubom a dokončovacom opracovaní častí.
vertikálny a horizontálny krmenie je riadené servomotorom. V oboch smeroch sú prítomné ochranné zariadenia, ktoré významne predĺžia životnosť šroubu.
obe konce guľového šroubu v zvislom a vodorovnom smere strojového nástroja sú podporené špeciálnym ložiskom pre šroub. Dokonca sa významne zvýši a zabezpečí presnosť opracovania strojového nástroja na častiach.
strojová jednotka používa elektrický olejový pumpu na automatické intermitentné namazávanie jednotlivých častí, aby sa zabezpečilo namazávanie vodičov a pár s guľovým šrajbom. Životnosť každého pohyblivého páru môže byť predĺžená.
Materiál postele je kvalitná siva hliníková litina HT300 triedy, ktorá prešla termálnym starnutím a úľavkovým zahrievaním. Materiál je vyrobený z vysokopevnostnej nízkostresovej litiny a prijali sa efektívne opatrenia na tlmenie vibrácií.
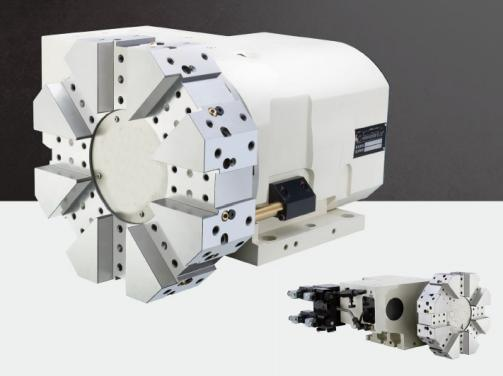
Držač nôžov má viacero konfigurácií a používatelia si môžu voliť podľa svojich skutočných potrieb a používateľských návykov.
Štandardná konfigurácia: Taiwanský horizontálny 8-stančný nôžový držiak, táto séria nôžových držiakov je ovládaná servomotorami pre indexovanie, čo umožňuje rýchly výber nožov v oboch smeroch, s hydraulickým zámkom a mimoriadne vysokou pevnosťou;
Taiwanský horizontálny osemstančný servodržiak má vynikajúcu konštrukciu a vysokú pevnosť. Používa servotechnológiu na indexovanie, delenie a hydraulické uzamykanie, čo zabezpečuje plynulé a presné indexovanie, a je špeciálne vhodný na spracovanie dielov v automobilovom priemysle.

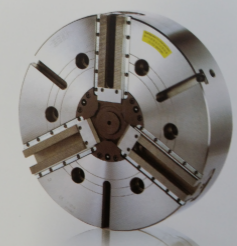
Štandardná chapa tejto strojovej obrabiacej jednotky je hydraulická chapa s údajmi 24 palcov. Chapa je vodotuha, a medzi posuvným prilisťovaním chapovej desky a telom disku je uzaviracie pružisko, ktoré môže efektívne prevenciať chladivé kapky, aby neunikli cez chapy na hlavnú os a zabrániť vstupu striedavých častíc do kluzu a poškodeniu klzu.
Vnútorná strana čepu má 3 T-ové štrky, čo zjednodušuje zákazníkom výmenu rôznych pristrojov a jíh. Má dobrú prispôsobiteľnosť a môže spĺňať požiadavky používateľov na spracovanie rôznych dielov.
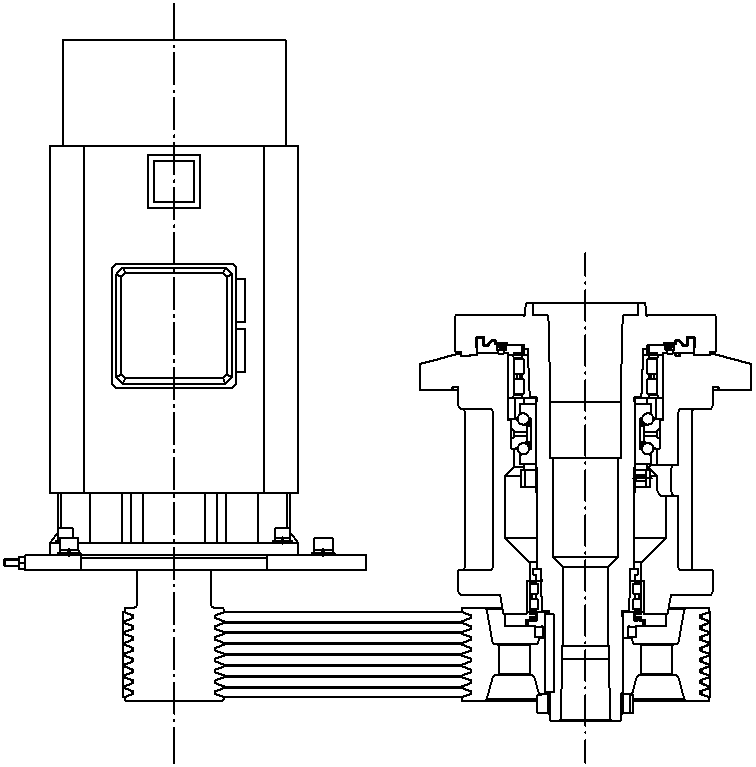
Válcová jednotka tejto série strojov používa pokročilú a dospelú štruktúru v súčasnom medzinárodnom dizajne. Predná podpora hlavného válcového osa sa skladá z dvojradovej valcové ložiska a dvojsmerného pohonového kuželového ložiska, zadná podpora je dvojradové valcové ložisko; Ložiská používajú importované presné válcové ložiská, a lubrikácia ložiska používa importovanú vysokošímovú tukovú hmotu. Axiálny a radiálny prednať ložiskovej systémy môžu byť upravené pomocou matice, čo má vysokú radiálnu a axiálnu pevnosť. Vnútorný priestor valcového ložiska môže upraviť radiálnu medzeru, čím sa dosiahne najlepšia presnosť pri spracovaní a nižšia pracovná teplota.
Hlavný motor tejto série strojov s nástrojmi pohania vreteno na otáčanie cez importované synchronné reťazce, čím sa zabezpečí vysoká účinnosť, mála hluk a mála vibrácia celého prenosového systému, aby sa splnili režacie požiadavky rôznych podmienok, ako sú napríklad nízka rýchlosť a vysoký moment alebo vysoká rýchlosť a vysoká výkonovosť stroja. Vretenová krabica a základňa sú integrované cez otvory, čím sa dosahuje vysoká pevnosť montáže vretena stroja.


Os X/Z je pohánana servomotorom a priamo spojená s guľovým šrúbom cez pružný koples. Guľový šrúb používa montážnú metódu pevného nastavenia na oboch koncoch.
Obe vodiace škrtky používajú páry taiwanských valcovitých kotúľkových vodičov, ktoré sú typu rovnakého nosenia v štyroch smeroch, s vysokou presnosťou, veľkou nosivosťou a rýchlym pohybom kotúľkov. Ich výnimočné výhody sú malé rozmery, vysoká presnosť, nízke údržobné náklady a sú preferovanou konfiguráciou pre používateľov, ktorí hľadajú vysokú presnosť a ekonomickosť. Sú obzvlášť vhodné pre prípady, kde je potrebná vysoká konzistencie pri veľkosti častí.
Tento stroj je vysoce automatizovaný CNC stroj, ktorý je vybavený kapalinou
Tlakový systém. Hlavné hydraulické riadiace komponenty hydraulického systému sú vybrané zo známych zdrojov
Značka alebo vysoko kvalitné domáce produkty.


Stroj je vybavený domácim centralizovaným automatickým systémom naftovania a má funkcie varovania o úrovni kapaliny a tlaku.
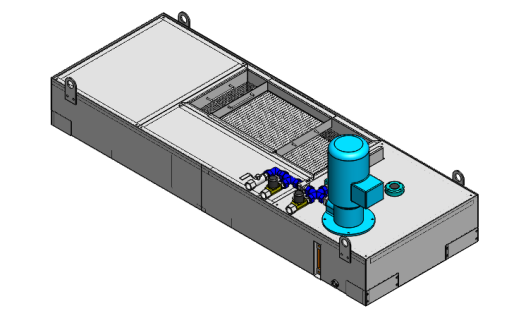
Chladnáč tejto strojovej obrabiacej jednotky má prietok 4 m³/h a výťažok 40 metrov. Nádrž s chladnou vodou je oddelená od hlavnej motory, aby sa presnosť strojovej obrabiacej jednotky nepovolila negatívne vplyvom rezačného tepla. Pomocou chladného čerpadla sú vodovodné trubky na základe stroja pripojené k vymývaniu železných strusiek z tela stroja, čím sa zníži vplyv odpadov na stroj.
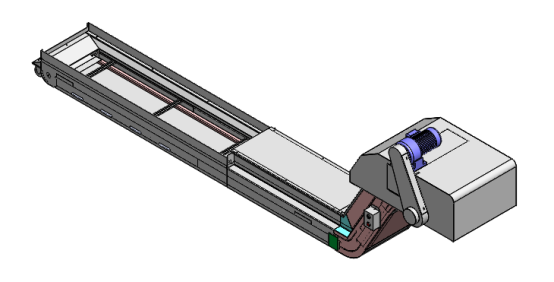
Strojová jednotka je vybavená prevádzkovacím konvejérom typu tahová reťazová na odstraňovanie striedav, ktorý slúži na sbieranie a prepravu rôznych druhov valcovitých, blokovitých a hmotných striedav, ako aj striedav z miedze, aluminia, litiny a iných materiálov.
Elektrické dizajnové riešenie strojovej jednotky musí byť v súlade so štandardom GB/T5226.1-2002.
Vodič elektrickej obvodu má ochranu pred prekážkou a krátkym zväzkom, a súvisiace akcie stroja majú príslušné uzamykanie. Aby sa zabezpečila bezpečnosť zariadenia a osôb. Elektrický systém má funkciu samodiagnózy. Operačný a údržbový personál môže podľa ukazovateľov a displeja kedykoľvek pozorovať prevádzkový stav jednotlivých častí stroja.
Hlavné elektrické komponenty stroja sú dovážané a produkty spojených výrobocích domácich a zahraničných spoločností, aby sa zabezpečila bezpečnosť a spoľahlivosť stroja.
Číslicové umelej inteligencie majú strikté požiadavky na napájanie. Keď sa kolísanie napätia v sieťovej elektroenergii pohybuje mimo rozsahu AC380V ± 10% a frekvencia je mimo 50Hz ± 1Hz, musí byť pridané zariadenie na stabilizáciu napätia. Inak to ovlivní normálnu prevádzku číslicového umelej inteligencie.
Štandardná konfigurácia elektického panela používa úplne uzavretú štruktúru a je vybavená klimatizačným systémom na chlodenie elektrického boxu, čo má za cieľ dosiahnuť účel ochrany pred prachom a chlodenia. V elektickom paneli sa musí nechať určitý priestor, aby sa uľahčilo rozšírenie funkcií.
Stroj je vybavený úplnou štítovou ochranou a zohľadňuje mnoho bezpečnostných opatrení, vrátane posilneného skla na ochranných dverách. Zabezpečuje bezpečnosť stroja a osôb.
Keď strojová fréza narazí na náhlejšie vonkajšie vypnutie elektriny alebo na vlastnú poruchu, kvôli špeciálnej dizajnovosti ovládacích obvodov nie je osový systém strojovej frézy pohyblivý. Ak je chladicí motor vo stavu "spustené", prejde do stavu "zastavené"; ak už je vo stavu "zastavené", nemôže sa samoobslužne prepniť do spúšťacieho stavu, čo zabezpečuje bezpečnosť strojovej frézy. Programové menu uložené v počítači sa neztratí pri neočakávanom vypnutí elektriny alebo poruche.
Strojový nástroj je vybavený alarmovým zariadením a tlačidlom núdzového zastavenia, ktoré môžu zabrániť poškodeniu strojového nástroja pri rôznych náhlych poruchách. Kvôli rozumnému dizajnu softvéru môže alarm zobrazovať text a číslo alarmu cez obrazovku a ukazovať pomocou signalizácie na operačnej panele; Strojový nástroj rozdeľuje spôsoby riešenia alarmu do troch kategórií podľa situácie: pre núdzový alarm sa použije "núdzové zastavenie"; pre bežný alarm sa použije "pauza krmenia"; len "výstraha" pre chybu v operácii.
Strojový nástroj je vybavený úplnou štítovou ochranou a množstvom bezpečnostných opatrení, vrátane zosilneného skla na ochranných dverách. Zabezpečuje bezpečnosť stroja a osôb.
Keď strojová fréza narazí na náhlejšie vonkajšie vypnutie elektriny alebo na vlastnú poruchu, kvôli špeciálnej dizajnovosti ovládacích obvodov nie je osový systém strojovej frézy pohyblivý. Ak je chladicí motor vo stavu "spustené", prejde do stavu "zastavené"; ak už je vo stavu "zastavené", nemôže sa samoobslužne prepniť do spúšťacieho stavu, čo zabezpečuje bezpečnosť strojovej frézy. Programové menu uložené v počítači sa neztratí pri neočakávanom vypnutí elektriny alebo poruche.
Strojový nástroj je vybavený alarmovým zariadením a tlačidlom núdzového zastavenia, ktoré môžu zabrániť poškodeniu strojového nástroja pri rôznych náhlych poruchách. Kvôli rozumnému dizajnu softvéru môže alarm zobrazovať text a číslo alarmu cez obrazovku a ukazovať pomocou signalizácie na operačnej panele; Strojový nástroj rozdeľuje spôsoby riešenia alarmu do troch kategórií podľa situácie: pre núdzový alarm sa použije "núdzové zastavenie"; pre bežný alarm sa použije "pauza krmenia"; len "výstraha" pre chybu v operácii.
Farba strojového nástroja bude podliehať štandardom spoločnosti. Ak používateľ má špeciálne požiadavky, farba strojového nástroja sa určí pri podpísaní zmluvy.
(1) Celý stroj používa jednotnú tri-fázovú AC 380V ± 10, 50 Hz elektrickú zásobu. Poskytuje ju používateľ;
(2) Pracovná environmentálna teplota strojového nástroja je 10-40 ℃;
(3) Relatívna vlhkosť okolia je menšia alebo rovná 85;
(4) Pracovňa bez škodlivých plynov, kapalín a prachov;
(5) Používateľ pripraví 32 # hydraulické olej potrebný na strojový nástroj;
(6) Miesto inštalácie musí byť štandardná pracovňa bez zdroja vibrácií, prachu a elektromagnetického žiarenia;
(7) Používatelia si pripravia spotrebné materiály s nízkou hodnotou, ako čistiaciu látku, hadernú tkaninu atď;
| Sériové číslo | Meno | špecifikácia | množstvo | poznámka |
| 1 | hostiteľ | VTC80A | One | |
| 2 | CNC systém | Guangzhou CNC | One | Pripojené na hlavný rám |
| 3 | Servo pohon | Pekingská super synchronizácia | One | Pripojené na hlavný rám |
| 4 | Servo hmatový motor | Pekingská super synchronizácia | One | Pripojené na hlavný rám |
| 5 | X/Z servomotor | Guangzhou CNC | Dve sady | Pripojené na hlavný rám |
| 6 | Servo transformátor | Guangzhou CNC | One | Pripojené na hlavný rám |
| 7 | Vinná šroubovica | Shangyin, Tchajwan | Shangyin, Tchajwan | Pripojené na hlavný rám |
| 8 | X vodička | Shangyin, Tchajwan | One | Pripojené na hlavný rám |
| 9 | Z vodička | Shangyin, Tchajwan | One | Pripojené na hlavný rám |
| 10 | Ložiská hneďovej škrúby | Fujikoshi, Japonsko | One | Pripojené na hlavný rám |
| 11 | Ložisko hlavnej osi | Nemecko FAG | One | Pripojené na hlavný rám |
| 12 | Vodorovný 8-stančný nástrojový podstavec | TAIWAN | One | Pripojené na hlavný rám |
| 13 | Trojuholná hydraulická svorka | 24 | One | Pripojené na hlavný rám |
| 14 | Olejový tlakový otáčivý valcový cylinder | Domáce výroby | One | Pripojené na hlavný rám |
| 15 | Pumpová stanica | Domáce výroby | One | Pripojené na hlavný rám |
| 16 | Automatický mazací systém | Domáce výroby | One | Pripojené na hlavný rám |
| 17 | Chraniace obalu | Domáce výroby | One | Pripojené na hlavný rám |
| 18 | Prevádzkovací konvejér | Domáce výroby | One | |
| 19 | Železná rezačná vozík | Domáce výroby | One | |
| 20 | Chladenie a klimatizácia elektrošafoty | Domáce výroby | One | Pripojené na hlavný rám |
| Priložené technické dokumenty | ||||
|---|---|---|---|---|
| Sériové číslo | Meno | Špecifikácia | Množstvo | Poznámka |
| 1 | DOPUSTENOSTNÝ CERTifikÁT | Jedna kópia | ||
| 2 | Inštrukcie pre použitie | Jedna kópia | ||
| 3 | Použitie | Jedna kópia | ||
| 4 | Zoznam balenia | Jedna kópia | ||
| Priložené technické dokumenty | ||||
| Sériové číslo | Meno | Špecifikácia | Množstvo | Poznámka |
| 1 | Nástrojová skrinka | One | ||
| 2 | Válcový klíč | S=5,6,8,10 | Jednej sady | |
| 3 | Merník na strojné nástroje | Jednej sady | ||
(1)GB/T 23582. 1-2009 Test presnosti vertikálnych obrábkových strojov s jednou a dvojitou stĺpcov
(2)JB/T 9874-1999 Všeobecné špecifikácie na montáž strojov na obrábanie kovu
(3)JB/T 9872-1999 Kovové obrábkové stroje - Všeobecné špecifikácie na opracované časti
(4)JB/T 3665-96 Technické podmienky pre jedný a dvojitý stĺpcový vertikálny vozík
(5)10051 (JB/T) -1999 Všeobecné špecifikácie hydraulických systémov pre stroje na obrábanie kovu
(6)GB/T 9061-2006 Všeobecné špecifikácie pre stroje na obrábanie kovu
(7) GB/T 15760-2004 Strojné obrábacie stroje - Všeobecné špecifikácie pre ochranné opatrenia
(8) GB5226.1-2002/IEC60204-1: 2000 Bezpečnosť strojov - Elektrické zariadenia strojov, Časť 1: Všeobecné špecifikácie
Hlavné litiny tohto obrábacieho stroja dodávajú významní domáci výrobci litnô. Musí byť vydaný prísny materiálový kontrolný list a kontrolný list geometrických rozmerov dielov.
Obrábanie sa musí vykonávať striktne podľa technologického postupu a každý proces musí mať záznam o kontrole presnosti obrábania, aby sa zabezpečilo, že obrábanie dielov spĺňa požiadavky výkresov.
Nákup podľa striktných požiadaviek technických dokumentov, aby sa zabezpečila spolehlivosť strojového nástroja. Celý proces dodávky, spracovania a nákupeň môže byť kedykoľvek overený a dozieraný od strany zákazníka, a to podľa technickej zmluvy.
Po prílete strojového nástroja na destináciu bude Dopytovateľ zodpovedný za vyskladenie a zdvihnutie počas inštalácie a spustenia do prevádzky. Predtým, než prídu personál na spúšťanie od Dodávateľa, Dopytovateľ podľa požiadaviek Dodávateľa pripraví spúšťanie. Odkúpca upozorní Dodávateľa na spúšťanie 48 hodín napred. Dopytovateľ alebo koncový používateľ dokončí stavebné práce podľa požiadaviek základového výkresu a strojový nástroj bude nainštalovaný na miesto a trifázová elektrická linka bude prevedená do elektrického skrine.
A. Po prírastí strojového nástroja na miesto požiadateľa poskytovateľ vyšle technickú službu pre výkon lokálneho nastavenia a akceptácie. Uskutoční sa lokálne školenie (2-3 dni) pre operátorov požiadateľa, pričom sa vysvetlí výkon strojového nástroja a metóda úpravy systému. Aby požiadateľský operátor mal podrobné pochopenie strojového nástroja a dokázal upravovať a spracovávať typické komponenty.
B. Požiadateľ môže vyposlať osoby na školenie do výrobného priestoru dodávateľa podľa vlastných produkčných podmienok, cestné náklady tam a späť sám ponese. Dodávateľovo lokálne školenie je bezplatné. Presný čas štúdia určí požiadateľ.
A. Podmienky a časový limit, v ktorom dodávateľ nesie zodpovednosť za kvalitu: po tom, ako sa stroj prejde akceptačnou kontrolou, začína obdobie záruky, ktoré trvá 12 mesiacov. Stroj je podriadený trom zárukám a obdobie záruky je jeden rok.
B. V prípade poruchy vybavenia počas jeho používania, dodávateľ odpovie v rade 2 hodín od chvíle prijatia oznámenia od žiadateľa a vytvorí plán na jej odstránenie v rade 8 hodín. Ak je potrebná na mieste úprava, bude personál pridelený k žiadateľovi pre úpravu v rade 48 hodín.
C. V prípade poruchy počas obdobia záruky poskytne dodávateľ bezplatnú servisnú službu (okrem poškodení stroja spôsobených ľudskými faktormi žiadateľa alebo koncového používateľa); náklady budú účtované za poruchy spôsobené nevhodným použitím.
D. Po príchode strojového nástroja do továrne používateľa nemôže byť inštalácia a spustenie včas uskutočnené z dôvodov požiadateľa. Keď sa ukončí záručná doba, služba troch záruk už nebude poskytovaná.
| Parametre stroja | |||
|---|---|---|---|
názov zariadenia |
CNC vertikálny sústruh. |
2. Model |
VTC80A |
3. Systém |
Guangshu 980TC3 |
||
Cestovanie | |||
| x-osa | 670mm | z-osa | 850mm |
Výkonnosť spracovania | |||
| Max. priemer ohonu | φ1000mm | Max. priemer obrábania | φ800mm |
| Max.turing High | φ850mm | ||
Hriadeľ | |||
| Rýchlosť vretena | 50~800ot/min | Servo hmatový motor | 22KW |
| Hodnotený moment hlavného váhu (krúčový) | φ1120mm | Trieda ložiska vretena (Trieda ložiska vretena) | Nemecko FAG |
| Predné ložiská | NN3036K | Rozmery [Priemer X OD X H] (Rozmery-LD/OD/ŠÍRKA) | φ180×φ280×74 |
| Rozmery [Priemer X OD X H] (Rozmery-LD/OD/ŠÍRKA) | φ140×φ210×53 | Tvrdosť vretena (Tvrdosť vretena) | HRC58-62 |
| Priemer vonku hlavnej šipky (Rozmery-Vonkajšie) | φ180mm | Pomer zpomalenia | 1:2 |
Svorka & Automatická zmena nástrojov | |||
| Typ čapu | Hydraulický skľučovadlo | Dia.Chuck | 24 palcov |
| Pracovná stanica věže | Vodorovný osemstacionálny | ||
SLIDE WAY — Taiwan Shangyin/Yintai | |||
| Posuvná dráha osi x | 2, šírka 45mm | Posuvná dráha osi Z | 2, šírka 55mm |
Válová škrúba — Taiwan Shangyin/Yintai | |||
| Presnosť válcového šrauba | Úroveň C3 | Veľkosť vedúcej škrúby (priemer válovej škrúby X. Y. Z) | x: φ40 z: φ50 |
Systém riadenia - Guangshu 980TC3 | |||
| Štandardné (Štandardné príslušenstvo) | Guangshu 980TC3 | Motor vretena | 22KW |
| Motor osi X (motor osi X) | 18 Nm | Motor osi Z (motor osi Z) | 30NM |
| Zobrazenie, čínština a angličtina | √ | Rozhranie pre prevod RS-232 a USB rozhranie | √ |
| Ostatné výkonnostné parametre nájdite v špecifikačnom zozname 980TC3. | √ | ||
Rýchlosť posuvu | |||
| Rýchlosť rýchlej podávky osí XZ (rýchlosť rýchlej podávky osí XZ) | 15m/min | ||
Systém chladenia pri režaní | |||
| Motor chladiveľa | 1.2KW+750W | Priepustnosť pumpy | 4m³/h |
| Objem nádrže | 200L | Automatický čistič čipy | √ |
| Elektrické chladenie skrine | √ | ||
Točná presnosť (ACCURACY) | |||
| Presnosť opakovaného polohovania | 0.007mm | Presnosť polohovania | 0,01 mm |
| Najmenšia prírastková hodnota vstupu | 0.001mm | ||
POŽADOVANÁ VÝKONNOSŤ | |||
| Zdroj energie | 3¢-AC 380V 50HZ±5% | Spotreba energie | 35KW |
| Stroj je vybavený ochranou pred únikom a ochranou pred vypnutím. | √ | Tri farebné ukazovateľné diody stavu funkcie stroja | √ |
| Stroj môže pracovať stabilne dlhodobo pri nasledujúcich podmienkach: | Okolité teploty 5 ~ 38 ° Okolitá vlhkosť < 85% |
Hlučnosť stroja musí súhlasiť so štáttnym štandardom. | √ |
Iné | |||
| Hydraulický tlak je stabilný | 2.2KW/50Hz-40L | Hmotnosť | 9500kg |
| Rozmery balenia (D × Š × V) | 2600*2200*3650mm | ||
Zariadenie používa úplne uzavretú ochrannú konštrukciu, ochranné zariadenie je bezpečné a spoľahlivé a musí sa zhodovať s Všeobecnými technickými predpismi pre bezpečnostnú ochranu strežeckých strojov GB15760-1995. | |||
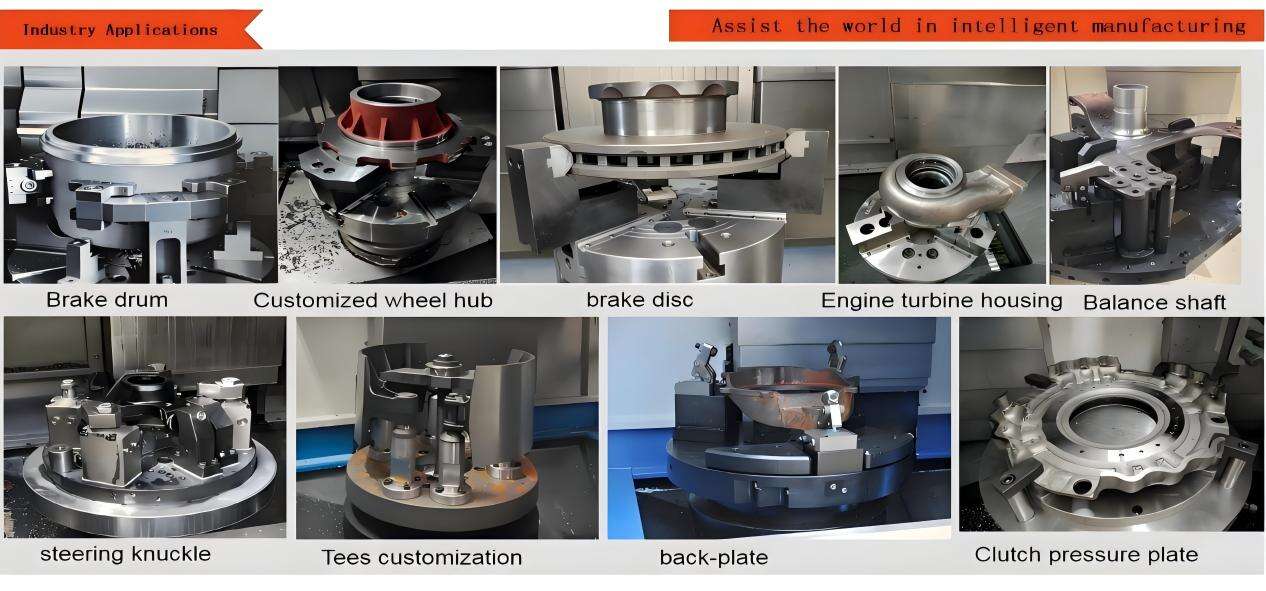
Toto strojnícka prístroj je vhodný pre vysokošpädové ocele rezačné nástroje, tvrdé ligatúry rezačné nástroje a rôzne vysokovýkonnostné rezačné nástroje. Dokáže spracovať čierny kov, neferové kovy a niektoré nerudné materiály. Dokáže vykonať hrubé aj dokončovacie operácie, ako sú vnútorné a vonkajšie valcové povrchy, vnútorné a vonkajšie kužeľovité povrchy, koncové plochy, rezače kanálov, stupnice a kruhové oblúky na tomto stroji. Je vhodný na spracovanie komponentov s veľkými dávkami, vysokou presnosťou obrábania a vysokými požiadavkami na rovnakosť rozmerov.
 Návšteva zákazníka
Návšteva zákazníka 
Áno, podporujeme ODM/OEM a môžeme navrhnúť a prispôsobiť exkluzívne modely podľa vašich potrieb.
O: Prosím, povedzte mi svoje špecifikácie. Môžeme si vybrať ten najlepší model pre vás. Môžete nám tiež poslať kresbu výrobku. Vyberáme pre vás najvhodnejší stroj.
A: 30% záloha po uzavretí zmluvy, 70% platba pred odoslaním, môže byť prediskutovaná podľa vašej situácie.
Odpoveď: Naša továreň sa nachádza v meste Tengzhou, Zaozhuang. Čína, poštový kód 277500. Srdečne vás uvíta v našej návšteve.
Dodacia doba je 7-10 dní. Ak si vyberiete špeciálnu konfiguráciu, doba dodania bude zodpovedajúcim spôsobom predĺžená