

VTC80 CNC svislý řezací stroj
Podpora přizpůsobení
Série VTC CNC jednosloupcových svislých tokáren je vyrobená naší společností za pomoci přijetí současné pokročilé konstrukční a výrobní technologie a použitím metody optimalizace návrhu CAD. Implementuje podnikové přesnostní normy, je vybavena pokročilými funkčními komponenty z domácího i zahraničního trhu a dosahuje silného řezání ve strukturních vlastnostech. Stůl je přetížen, statická a dynamická tuhlost stroje je vysoká, každý pohyb je bezpečný a spolehlivý, životnost je dlouhá, jde o vysoko technologické mechatronické produkty s vysokou účinností zpracování.
Stroj je vhodný pro obrábění železných kovů pomocí režidelních nástrojů z vysokorychlostní oceli, tvrdosloupcových režidel a různých vysokovýkonnostních režidel. Neželezné kovy a některé nekovové součásti, hrubé i dokončovací točení vnějších a vnitřních válcovitých ploch, vnitřních a vnějších kuželovitých ploch, koncových stěn, štěrbin, stupňů a oblouků mohou být na strojním zařízení dokončeny. Je vhodný pro zpracování dílů s velkými sériemi, vyššími požadavky na přesnost zpracování a vysokou shodností rozměrů.
1. Podstavec, sloup a posuvné sedátko jsou vyrobeny ze speciální vysokokvalitní šedivé litiny a byly zkušebně naměkvo. Zajišťuje, že strojní zařízení má vysokou sílu a stabilitu přesnosti pro dlouhodobé používání.
2. Strojní zařízení používá valové lineární kolejnice. Má nadmíru vysokou tuhost a schopnost nést nadmíru těžké zátěže. Velmi zvyšuje přesnost polohování a nosnou schopnost vertikálního a horizontálního krmení stroje.
tento pásový kolo hlavní osy strojního nástroje je spojeno s pásovým kolem číslicově řízeného servomotory hlavní osy prostřednictvím pásu a je vybaveno 18,5 kW servemotorovou hlavní osou s nekonečnou měnou rychlosti. Rozsah měny rychlosti je široký. Splňuje různé požadavky na rychlost hlavní osy při hrubém i dokončovacím zpracování součástí.
vertikální a horizontální přívod je řízen servomotorem. V obou směrech jsou přítomny ochranná zařízení, která významně prodlužují životnost šroubu.
oba konce kuželového šroubu ve vertikálním i horizontálním směru strojního nástroje jsou podpírány speciálním ložiskem určeným pro šroub. Přesnost zpracování součástí strojním nástrojem je tak významně zvýšena a zajistěna.
strojní zařízení používá elektřinou poháněný olejový pumpu na automatické občasné namazování jednotlivých částí, aby se zajistilo namazování každé dvojice vodidel a každé dvojice válcovitého šroubu. Životnost každé pohyblivé dvojice může být takto prodloužena.
Materiál postele je kvalitní šedá ocel HT300, která prošla tepelným stárnutím a úlevným zahřátím. Materiál je vyroben z vysokopružnostní nízkostresní ocele a jsou přijaty efektivní opatření proti otřesům.
Držák nože má více konfigurací a uživatelé si mohou volit podle svých skutečných potřeb a používání.
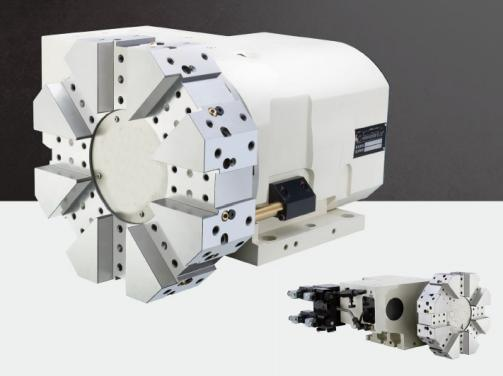
Standardní konfigurace: Tchajwanský horizontální 8-stanční nůžový držák, tato série nůžových držáků je ovládána servomotory pro indexaci, které mohou rychle vybírat nože v obou směrech, s hydraulickým zajištěním a extrémně vysokou tuhostí;
Tchajwanský horizontální osmistanční servodržák má vynikající konstrukční návrh a vysokou tuhost. Používá technologii servo pro indexaci, dělení a hydraulické uzamčení, což zajistí hladkou a přesnou indexaci a je zejména vhodný pro zpracování součástí automobilového průmyslu.

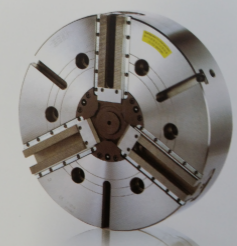
Standardní špindla této strojní jednotky je hydraulická špindla o specifikaci 24 palců. Špindla je vodotěsná špindla, na kloubovém spojení mezi posuvnou špindlou a diskovým tělem je uzavírací proužek, který účinně brání tomu, aby chladič unikal do špindly a abychom zabránili vstupu střepů na kloubové plochy a poškození posuvného panelu.
Vnitřní plocha svorky má 3 T-ovité drážky, což zjednodušuje zákazníkům výměnu různých nástrojů a jízdních strojů. Má dobré přizpůsobivost a může splnit požadavky uživatelů na zpracování různých dílů.
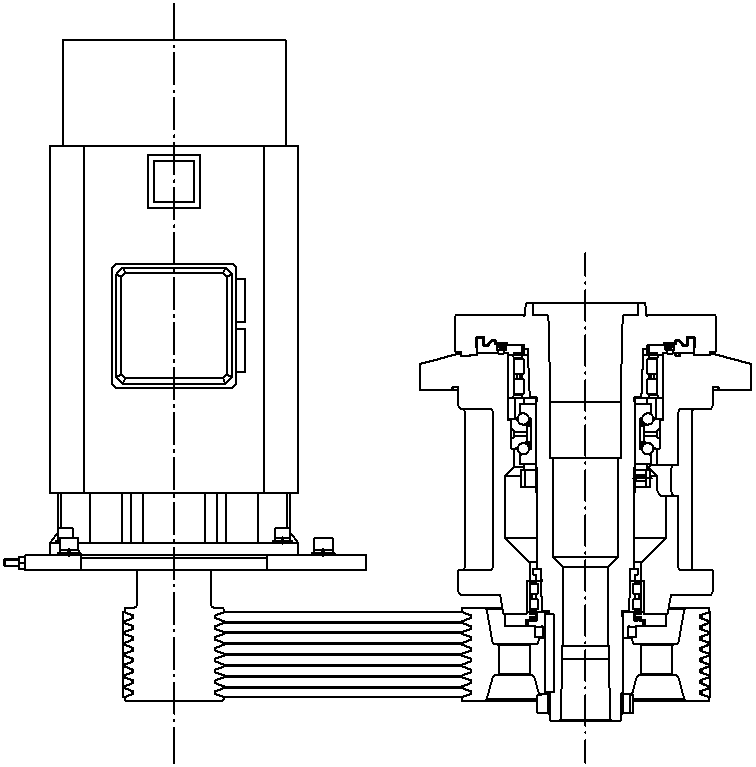
Válcová jednotka této série strojů používá pokročilou a dospělou konstrukci v současné mezinárodní dizajnérské praxi. Přední podpora hlavní osy se skládá z dvojřadé válcové válce a dvojsměrného tlačného úhlového ložiska, zadní podpora je dvojřadá válcová válce; Ložisko používá importovaná přesná válcová ložiska a smазování ložisek používá importovanou vysokošímovou mast. Axiální a radiální předzatížení válcového systému lze upravit šroubem, má vysokou axiální a radiální tuhost. Vnitřní kruh válcového ložiska může upravit radiální mezery, čímž dosáhne nejlepší zpracovatelské přesnosti a nižší pracovní teploty.
Hlavní motor této řady strojů přivádí do otáčení hřídel přes importované synchronní pásy, čímž zajišťuje vysokou účinnost, nízký hluk a nízké vibrace celého přenosevého systému, aby byly splněny požadavky na řezání různých podmínek, jako jsou například nízké rychlosti s vysokým točivým momentem a vysoké rychlosti s vysokou výkonovou hodnotou stroje. Kryt hřídele a základna jsou integrovány prostřednictvím otvorů, čímž se dosahuje vysoké tuhosti sestavy hřídele stroje.


Osa X/Z je poháněna servomotorem a přímo spojena s koulískovým šroubem prostřednictvím pružného spoje. Koulískový šroub používá fixační montážní metodu na obou koncích.
Obě osy vodících kolejí používají tchajwanské koulové vedení s cylindrickým profilem, které patří mezi typy se stejnou nosností ve čtyřech směrech, s vysokou přesností, velkou nosností a rychlým pohybem koulí. Jejich vynikající výhody jsou malé rozměry, vysoká přesnost, nízké náklady na údržbu a jsou preferovanou konfigurací pro uživatele, kteří sledují vysokou přesnost a cenovou výhodu. Jsou zejména vhodné pro případy, kde je vyžadována vysoká shoda ve velikosti součástí.
Tento stroj je vysoce automatizovaný CNC strojní zařízení, vybavený tekutinou
Tlakový systém. Hlavní hydraulické řídící komponenty hydraulického systému jsou vybrány ze známých zdrojů
Značka nebo vysoko kvalitní domácí produkty.


Strojní zařízení používá domácí centralizovaný automatický systém smazování a má funkce varování úrovně tekutiny a tlaku.
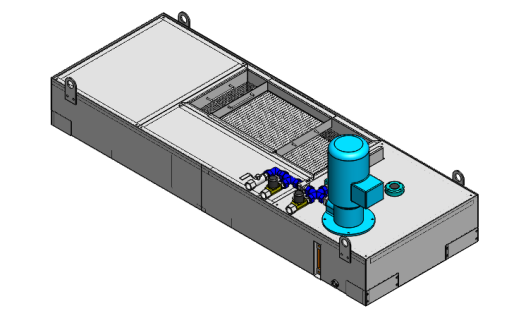
Výměnná vodní pumpa tohoto strojního zařízení má průtok 4 m³/h a výšku výstupu 40 metrů. Vodojem pro chlazení je oddělen od hlavního motoru, aby se zajistilo, že přesnost strojního zařízení není negativně ovlivněna teplem způsobeným řezáním. Pomocí chladicí pumpy jsou vodní trubky na podstavu stroje spojeny k vypláchání železných střepů na těle stroje, čímž se snižuje dopad odpadních materiálů na stroj.
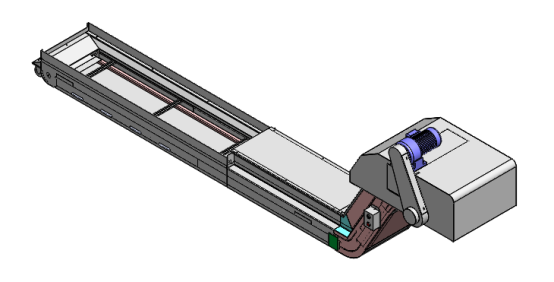
Stroj je vybaven přetahovacím řetězem na odklízení střepů, který slouží k sběru a dopravě různých druhů valených, hmotných a masivních střepů, jako jsou ty z cínu, aluminia, litiny atd.
Elektrotechnická konstrukce stroje musí odpovídat normě GB/T5226.1-2002.
Elektrická soustava obvodu má ochranu před přetížením a krátkým spojem, a relevantní akce strojního zařízení mají odpovídající zástrky. Za účelem zajištění bezpečnosti zařízení a osob. Elektrický systém má funkci samodiagnostiky. Operační a údržbářský personál může sledovat stav provozu jednotlivých částí strojního zařízení kdykoli podle ukazatelů a displeje.
Hlavní elektrické komponenty strojního zařízení jsou importované a produkty společných jv s cizinci, aby se zajistila bezpečnost a spolehlivost strojního zařízení.
Číslicově řízené (CNC) stroje klадou přesné požadavky na napájecí zdroj. Když je výměna napětí v elektřině více než AC380V ± 10% a frekvence překročí 50Hz ± 1Hz, musí být přidán stabilizační zařízení napětí. Jinak to ovlivní normální chod CNC stroje.
Standardní konfigurace elektřiny kabiny přijímá úplně uzavřenou strukturu a je vybavena klimatizací pro kabinu, aby bylo dosaženo účelu ochrany před prachem a chlazení. V elektrické skříni se musí zanechat určitý prostor, aby bylo možné rozšířit funkce.
Stroj je vybaven úplnou štítovou ochranou a zohledňuje řadu opatření pro bezpečnost, včetně posilovaného skla na ochranných dveřích. Zajišťuje bezpečnost stroje a osob.
Když strojovací zařízení narazí na náhlé výpadek externí elektřiny nebo na vlastní poruchu, kvůli speciálnímu návrhu řídícího obvodu není osová soustava stroje pohyblivá. Pokud je chladičový motor ve stavu "spuštěno", přejde do stavu "zastaveno"; pokud již je ve stavu "zastaveno", nemůže sám sebe převést do spouštěcího stavu, což zajišťuje bezpečnost strojovacího zařízení. Programové menu uložené v počítači nebude ztraceno při neočekávaném výpadku elektřiny nebo poruchy.
Strojní nástroj je vybaven poplašným zařízením a tlačítkem nouzového zastavení, které mohou zabránit poškození strojního nástroje různými neočekávanými poruchami. Díky rozumnému návrhu softwaru může poplach zobrazovat text a číslo poplachu prostřednictvím displeje a ukazovat to pomocí indikační lampy na operačním panelu. Strojní nástroj dělí metody řešení poplachu podle situace na tři kategorie: pro nouzový poplach provede "nouzové zastavení"; pro obecný poplach provede "pauzu přívodu"; pouze "výstrahu" pro chybu operace.
Strojní nástroj je vybaven úplnou štítovou ochranou a zohledňuje řadu bezpečnostních opatření, včetně posilovaného skla u ochranných dveří. Zajišťuje bezpečnost strojů a osob.
Když strojovací zařízení narazí na náhlé výpadek externí elektřiny nebo na vlastní poruchu, kvůli speciálnímu návrhu řídícího obvodu není osová soustava stroje pohyblivá. Pokud je chladičový motor ve stavu "spuštěno", přejde do stavu "zastaveno"; pokud již je ve stavu "zastaveno", nemůže sám sebe převést do spouštěcího stavu, což zajišťuje bezpečnost strojovacího zařízení. Programové menu uložené v počítači nebude ztraceno při neočekávaném výpadku elektřiny nebo poruchy.
Strojní nástroj je vybaven poplašným zařízením a tlačítkem nouzového zastavení, které mohou zabránit poškození strojního nástroje různými neočekávanými poruchami. Díky rozumnému návrhu softwaru může poplach zobrazovat text a číslo poplachu prostřednictvím displeje a ukazovat to pomocí indikační lampy na operačním panelu. Strojní nástroj dělí metody řešení poplachu podle situace na tři kategorie: pro nouzový poplach provede "nouzové zastavení"; pro obecný poplach provede "pauzu přívodu"; pouze "výstrahu" pro chybu operace.
Barva strojního nástroje bude podléhat standardu společnosti. Pokud uživatel má speciální požadavky, barva strojního nástroje se určí při podepisování smlouvy.
(1) Celé zařízení používá jednotnou třífázovou AC 380V ± 10, 50 Hz elektřinu. Poskytuje uživatel;
(2) Pracovní teplota prostředí strojního nástroje je 10-40 ℃;
(3) Okolní relativní vlhkost je menší nebo rovna 85;
(4) Dílna bez škodlivých plynů, kapalin a prachu;
(5) Uživatel připraví 32 # hydraulické oleje vyžadované strojním nástrojem;
(6) Instalační místo musí být standardní dílna bez zdroje vibrací, prachu a elektromagnetického záření;
(7) Uživatelé připraví spotřební materiály s nízkou hodnotou, jako jsou mydlení, hadry atd.;
| Sériové číslo | Jméno | specifikace | mNOŽSTVÍ | poznámka |
| 1 | hostitel | VTC80A | One | |
| 2 | CNC SYSTÉM | Guangzhou CNC | One | Připevněno na hlavní rám |
| 3 | Servo pohon | Pekingská super synchronizace | One | Připevněno na hlavní rám |
| 4 | Servo válcový motor | Pekingská super synchronizace | One | Připevněno na hlavní rám |
| 5 | X/Z servomotor | Guangzhou CNC | Dvě sady | Připevněno na hlavní rám |
| 6 | Servopřevodník | Guangzhou CNC | One | Připevněno na hlavní rám |
| 7 | Kulový šroub | Shangyin, Tchaj-wan | Shangyin, Tchaj-wan | Připevněno na hlavní rám |
| 8 | X kolejnice | Shangyin, Tchaj-wan | One | Připevněno na hlavní rám |
| 9 | Z kolejnice | Shangyin, Tchaj-wan | One | Připevněno na hlavní rám |
| 10 | Ložisko hřebenového šroubu | Fujikoshi, Japonsko | One | Připevněno na hlavní rám |
| 11 | Ložisko hlavní osy | Německo FAG | One | Připevněno na hlavní rám |
| 12 | Vodorovný nástrojový nosník se 8 stanicemi | TAIWAN | One | Připevněno na hlavní rám |
| 13 | Tříčelistá hydraulická svorka | 24 | One | Připevněno na hlavní rám |
| 14 | Otáčivý válec na olejové tlakové stanici | Domácí | One | Připevněno na hlavní rám |
| 15 | Čerpací stanice | Domácí | One | Připevněno na hlavní rám |
| 16 | Automatický mazací systém | Domácí | One | Připevněno na hlavní rám |
| 17 | Chranná obálka | Domácí | One | Připevněno na hlavní rám |
| 18 | Dopravník třísek | Domácí | One | |
| 19 | Železná řeznická vozidla | Domácí | One | |
| 20 | Chlazení a klimatizace elektřiny | Domácí | One | Připevněno na hlavní rám |
| Přiložené technické dokumenty | ||||
|---|---|---|---|---|
| Sériové číslo | Jméno | Specifikace | MNOŽSTVÍ | Poznámka |
| 1 | Potvrzení o shodě | Jeden výtisk | ||
| 2 | Instrukce pro použití | Jeden výtisk | ||
| 3 | Provozní pokyny | Jeden výtisk | ||
| 4 | Seznam balení | Jeden výtisk | ||
| Přiložené technické dokumenty | ||||
| Sériové číslo | Jméno | Specifikace | MNOŽSTVÍ | Poznámka |
| 1 | Toolbox | One | ||
| 2 | Imbusový klíč | S=5,6,8,10 | Jeden sada | |
| 3 | Norma pro velikost strojních nástrojů | Jeden sada | ||
(1) GB/T 23582. 1-2009 Vertikální tvarohrádky s jednou a dvěma sloupy Test přesnosti
(2) JB/T 9874-1999 Obecné specifikace pro sestavování kovodělných strojů
(3) JB/T 9872-1999 Kovodělné stroje - Obecné specifikace pro opracované součásti
(4) JB/T 3665-96 Technické podmínky pro jednosloupcové a dvojsloupcové vertikální vozíky
(5) 10051 (JB/T) -1999 Obecné specifikace pro hydraulické systémy kovodělných strojů
(6) GB/T 9061-2006 Obecná specifikace pro kovodělné stroje
(7) GB/T 15760-2004 Kovodělné stroje - Obecné specifikace pro ochranná opatření
(8) GB5226.1-2002/IEC60204-1: 2000 Bezpečnost strojů - Elektrické zařízení strojů, část 1: Obecná specifikace
Hlavní litiny tohoto strojního nástroje dodávají vnitrostátní velké továrny na odlévání. Musí být vydatný přísný materiálový prohlídkový list a prohlídkový list geometrických rozměrů dílu.
Zpracování se bude provádět přísně podle technologického postupu a každý proces musí mít záznam o kontrolě přesnosti zpracování, aby bylo zajištěno, že zpracování součásti vyhovuje požadavkům výkresů.
Nákup se bude provádět přísně podle požadavků technických dokumentů za účelem zajištění spolehlivosti strojních stánků. Uvedený dodávkový, zpracovací a nákupní proces může být kdykoli kontrolován a dozorovaný zákazníkem a přijat podle technické dohody.
Po příjezdu strojního zařízení na místo určení bude poptávka odpovědná za vykládku a zvedání během instalace a spuštění. Předtím, než dorazí personál pro spouštění od dodavatele, má poptávka podle požadavků dodavatele připravit spouštění. Kupující musí dodavatele o spouštění informovat 48 hodin předem. Poptávka nebo konečný uživatel musí dokončit stavební práce podle požadavků v nákresu základů a strojní zařazení má být nainstalováno na místo a třífázová elektrická linka musí být vedena do elektrické skříně.
A. Po příjezdu strojního nástroje na místo žadatele poskytne dodavatel technické personální obsluhu pro provádění místního ladění a přijetí. Provede místní školení (2-3 dny) pro operátory žadatele a vysvětlí vlastnosti strojního nástroje a metodu úpravy systému, aby mohl operátor žadatele získat podrobné pochopení strojního nástroje a byl schopen upravovat a zpracovávat typické součásti.
B. Žadatel může vydat personál na místo výrobce pro další školení podle svých produkčních podmínek, přičemž náklady na cestování tam a zpět musí nést sám. Dodavatelovo místní školení je zdarma. Konkrétní studijní doba je určena žadatelem.
A. Podmínky a lhůta, po kterou dodavatel nese zodpovědnost za kvalitu: po úspěšném přijetí strojního nářadí začíná období záruky, které trvá 12 měsíců. Zařízení podléhá třem zárukám a období záruky je jeden rok.
B. V případě selhání zařízení během provozu musí dodavatel reagovat do 2 hodin od chvíle, kdy obdrží oznámení od žadatele, a do 8 hodin vypracovat plán řešení. Pokud je nutná na místě provedená oprava, musí dodavatel poslat personál k žadateli pro řešení problému do 48 hodin.
C. V případě selhání během období záruky dodavatel poskytne zdarma servisní služby (s výjimkou poškození strojního nářadí způsobeného lidskými faktory ze strany žadatele nebo konečného uživatele); náklady budou účtovány za selhání způsobené špatným použitím.
D. Po příjezdu strojního nástroje do uživatelovy továrny nemůže být instalace a nastavení provedeno včas kvůli důvodům požadavatele. Když skončí období záruky, služba tří záruk již nebude poskytována.
| Parametry stroje | |||
|---|---|---|---|
1.Název zařízení |
CNC vertikální soustruh |
2. Model |
VTC80A |
3. Systém |
Guangshu 980TC3 |
||
Cestování | |||
| osa x | 670mm | osa z | 850mm |
Výkon zpracování | |||
| Max. průměr kývnutí | φ1000mm | Max. průměr obrábění | φ800mm |
| Maximální otáčivá výška | φ850mm | ||
Vřeteno | |||
| Rychlost vřetena | 50~800ot/m | Servo válcový motor | 22KW |
| Hodnotový moment hlavního hřídele (točivý) | φ1120mm | Třída ložisek vrtáku (Kvalita ložisek vrtáku) | Německo FAG |
| Přední ložiska | NN3036K | Rozměr [Průchod X VN X H] (Rozměr-LD/VN/ŠÍŘKA) | φ180×φ280×74 |
| Rozměr [Průchod X VN X H] (Rozměr-LD/VN/ŠÍŘKA) | φ140×φ210×53 | Tvrdost vrtáku (Tvrdost vrtákové osy) | HRC58-62 |
| Průměr vnějšího hřídele (Rozměr-Vnější) | φ180mm | Poměr zpomalení | 1:2 |
Svorka & Automatická výměna nástrojů | |||
| Typ držáku | Hydraulické sklíčidlo | Válcová kleště | 24 palců |
| Věžová pracovní stanice | Horizontální osmi-stanový | ||
POSUNOVÁ DRÁHA — Tchaj-wan Shangyin/Yintai | |||
| Dráha osy x | 2, šířka 45mm | Dráha osy Z | 2, šířka 55mm |
Kulový šroub — Tchaj-wan Shangyin/Yintai | |||
| Přesnost kulového šroubu | Úroveň C3 | Velikost vedení (Průměr kulového šroubu X. Y. Z) | x: φ40 z: φ50 |
Řídící systém - Guangshu 980TC3 | |||
| Standard (Standardní příslušenství) | Guangshu 980TC3 | Válcový motor | 22KW |
| Motor osy X (Motor osy X) | 18 Nm | Motor osy Z (Motor osy Z) | 30nm |
| Zobrazování, český a anglický jazyk | √ | Rozhraní pro přenos RS-232 a USB | √ |
| Ostatní výkonnostní parametry naleznete v specifikačním seznamu 980TC3. | √ | ||
Rychlost posuvu | |||
| Rychlost rychlého posuvu osy XZ (Rychlost rychlého posuvu osy XZ) | 15m/min | ||
Systém technického chlazení | |||
| Motor chladicí kapaliny | 1.2KW+750W | Tok pumpy | 4m³/h |
| Objem nádrže | 200L | Automatický čistič čipů | √ |
| Elektrické chlazení skříně pro stroje | √ | ||
Tovární přesnost (ACCURACY) | |||
| Přesnost opakovaného polohování | 0.007mm | Přesnost polohování | 0,01 mm |
| Nejmenší přírůstek vstupu | 0,001 mm | ||
ELEKTRICKÉ POŽADAVKY | |||
| Zdroj napájení | 3¢-AC 380V 50HZ±5% | Spotřeba energie | 35KW |
| Strojní nástroj je vybaven ochranou před únikem a ochranou při vypnutí napájení. | √ | Trojbarevné indikační světlo stavu běhu strojního nástroje | √ |
| Strojní nástroj může pracovat stabilně po delší dobu za následujících podmínek: | Teplota okolí 5 ~ 38 ° Vlhkost okolí < 85% |
Hlučnost strojního nástroje musí odpovídat národním normám. | √ |
Ostatní | |||
| Hydraulický tlak stojí | 2.2KW/50Hz-40L | Hmotnost | 9500 kg |
| Rozměry balení (D × Š × V) | 2600*2200*3650mm | ||
Zařízení používá úplně uzavřenou ochranu, a ochranné zařízení je bezpečné a spolehlivé, což by mělo odpovídat Obecným technickým předpisům pro bezpečnostní ochranu frézovacích strojů GB15760-1995. | |||
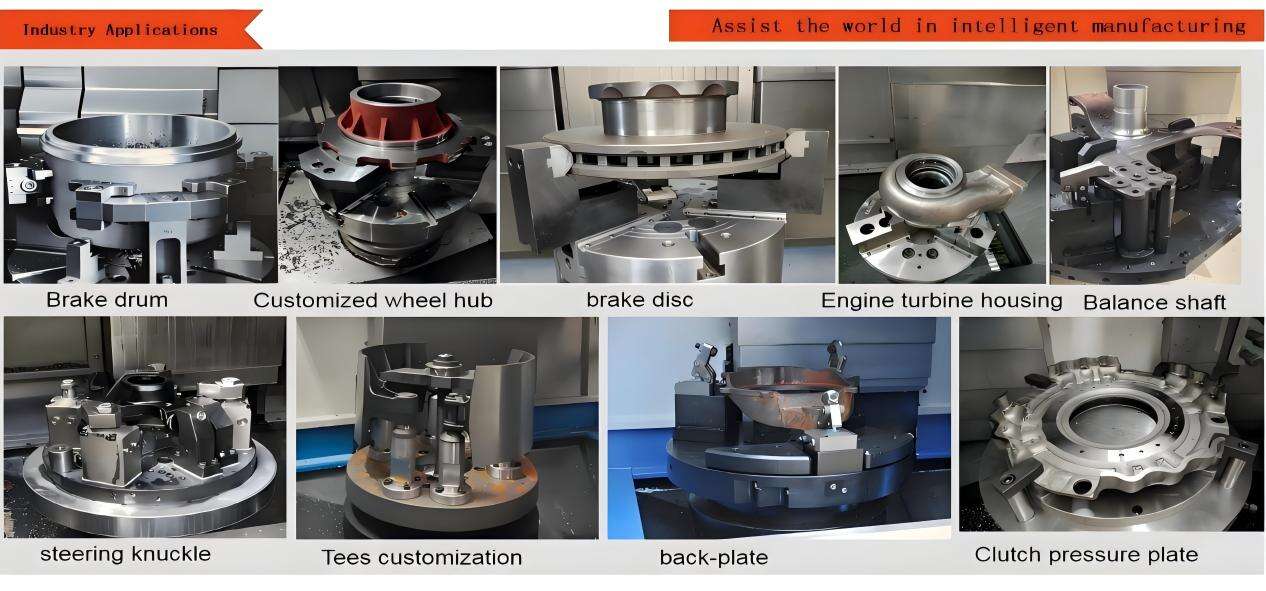
Tento stroj je vhodný pro vysokorychlostní ocelové řezné nástroje, tvrdopláštěné řezné nástroje a různé vysokovýkonnostní řezné nástroje. Dokáže zpracovávat černé kovy, neželezné kovy a některé nerudné materiály. Může provést hrubé i jemné úpravy, jako jsou vnější a vnitřní válcové plochy, vnější a vnitřní kuželovité plochy, koncové plochy, řezání drážek, stupňování a kruhové oblouky na stroji. Je vhodný pro zpracování součástí ve velkých sériích, se vysokou přesností zpracování a vysokými požadavky na rozměrnou shodu.
 Návštěva zákazníka
Návštěva zákazníka 
Ano, podporujeme ODM / OEM a můžeme navrhnout a přizpůsobit exkluzivní modely podle vašich potřeb.
A: Prosím, řekněte mi své specifikace. Můžeme si pro vás vybrat ten nejlepší model. Můžete nám také poslat výkres výrobku. Vybereme pro vás ten nejvhodnější stroj.
A: 30% záloha po uzavření smlouvy, 70% platba před odesláním, lze diskutovat podle vaší situace.
Odpověď: Naše továrna se nachází v Tengzhou City, Zaozhuang. Čína, poštovní kód 277500. Vřele vás vítáme.
Dodací doba je 7-10 dnů. Pokud si vyberete speciální konfiguraci, doba dodání bude odpovídajícím způsobem prodloužena