

VTC80 CNC Függőleges Torna
Támogatja a személyre szabást
A VTC sorozatú CNC egyoszlopos függőleges torna termelése során a vállalat az időszak legfejlettebb tervezési és gyártási technológiáit vette át, és CAD optimalizálási tervezési módszert alkalmazott. Végrehajtja a vállalati pontossági szabványokat, hazai és külföldi haladó funkcionális komponenseket konfigurál, és strukturális teljesítménnyel erős vágást ér el. A munkamenet túlterheléses, a gép dinamikus és statikus merevsége magas, minden mozgás biztonságos és megbízható, a használati élettartama hosszú, magas feldolgozási hatékonysággal rendelkező, magas technológiai elektromechanikai termék.
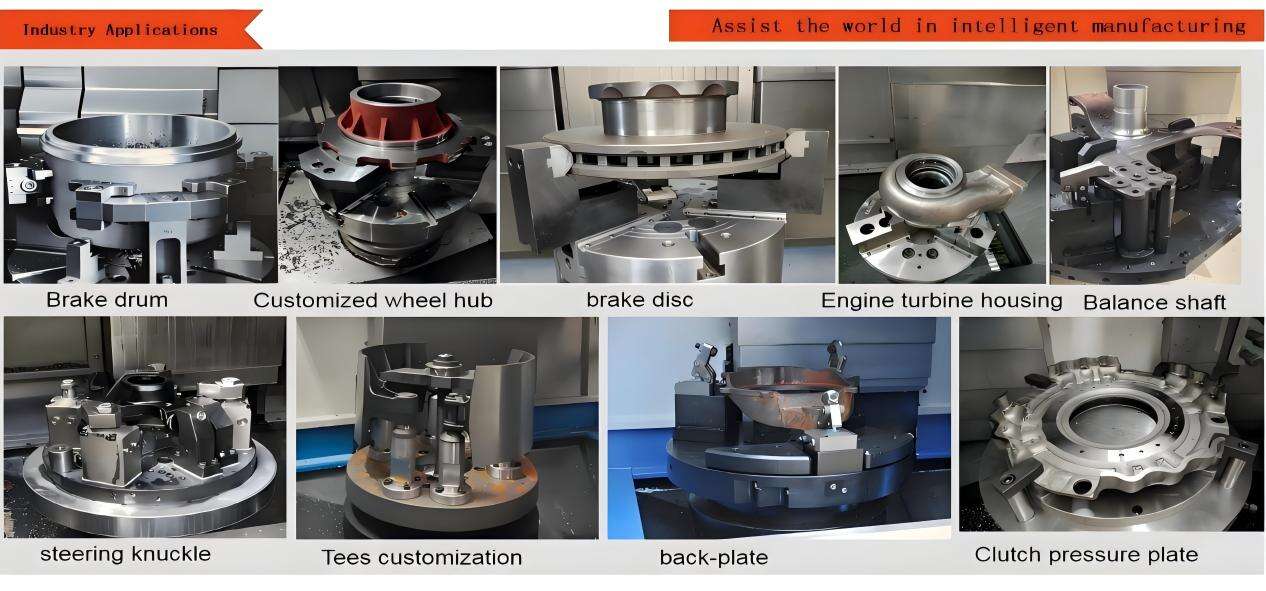
A gép alkalmas vasalófémek feldolgozására magas sebességű acélvágóeszközökkel, keményhús vágóeszközökkel és különféle nagy teljesítményű vágóeszközökkel. Nem vasalófémek és néhány nem fémből készült munkatétel is feldolgozható. A gépen belső és külső henger alakú felületek, belső és külső kúp alakú felületek, végfelületek, csatornák, lépcsők és ívek roughing és finom forgása elvégezhető. Alkalmazható olyan részek feldolgozására, amelyeknél nagy mennyiségben van igény, magas feldolgozási pontosság és magas dimenziós egyenséges igények vannak.
1. A záron, oszlop és csúszó szék mind magas minőségű szürke gőzösszalon készültek és őrizzük meg. Biztosítják a gép hosszú távú használat során magas erősséget és pontossági stabilitást.
2. A gép r Gödör típusú lineáris csúszóvízjárral rendelkezik. Rendkívül magas merevséggel és túlterhelési kapacitással bír. Növeli a gép függőleges és vízszintes hajtás mozgásának helyettesítési pontosságát és terhelés viselési képességét.
3. A gépészeti főtengely hajtókerékének a gép főtengelyének numerikus ellenőrzésű szervomotorának kerékével van egy hajtóálló által összekapcsolva, és 18,5KW-os szervófőmotorral rendelkezik, amely törlősebesség nélkül működik, s ezzel széles sebességváltási tartományt biztosít. Ez kielégíti a részek főtengely-sebességre vonatkozó különböző igényeit a forgalmazás és a végleges feldolgozás során.
4. A függőleges és vízszintes táplálást a szervomotor vezérli. Mindkét irányban védőeszközök vannak, amelyek nagyjából meghosszabbítják a csavar hasznos élettartamát.
5. A gép függőleges és vízszintes irányú görcsös csavar mindkét végén speciális csavarhordozó tollal támogatott, és ez nagymértékben javítja és garantálja a gépészeti pontosságot a részek feldolgozásakor.
6. A gépi eszköz egy elektrikus olajpumpát használ, amely intervallumos módon automatikusan öleli le az egyes részeket, hogy biztosítssa minden irányító párnás és görcsös pár lubricitását. Mindegyik mozgási pár hasznossága meghosszabbítható.
Az ágy anyaga minőségi szürke vas HT300 osztály, amely fényes öregség és tömegcsökkentési lázasítási kezelést végzett. Az anyag magas erősségű, alacsony stresszű váz anyag, és hatékony rezgés-dampoló intézkedéseket tesznek.
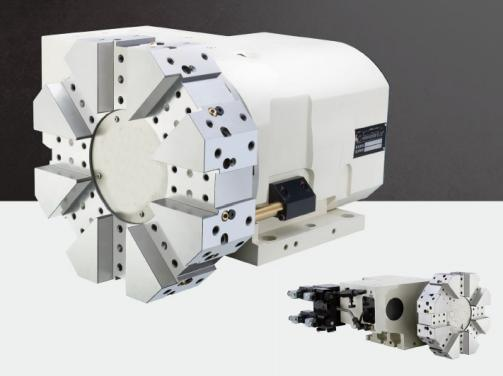
A kés tartó több konfigurációval rendelkezik, és a felhasználók szabadon választhatnak valamelyik közülük az igényeik és használati szokásuk szerint.
Szabványos konfiguráció: Távoli vízszintes 8-asztali késfogó, ezen sorozatú késfogókat szervomotorok vezérik az indexeléshez, amelyek mindkét irányba gyorsan választhatnak keszeket, hidraulikus zárolással és extrém merevséggel;
A Távoli vízszintes nyolcasztali szervofogó kiváló tervezési szerkezetet és nagy merevséget mutat. Szervotechnológiát alkalmaz az indexeléshez, osztályozáshoz és hidraulikus zároláshoz, amely biztosítja az egyenletes és pontos indexelést, és különösen alkalmas autóipari részek feldolgozására.

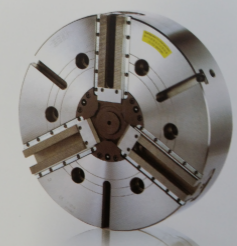
Ez a gép szabványos fogója egy hidraulikus fogó 24 hüvelykes speccel. A fogó víz-tartós, és a fogó csúszó és a lemezs test közötti csúszó illesztésnél van zárócsík, amely hatékonyan megakadályozza, hogy a hűtőfolyadék a fogó által a főtengelybe szivárgjon, és megakadályozza, hogy a porcsek belépjék a csúszó felületre és károsítsák a csúszót.
A csavarvégész felületének 3 T alakú csatornája van, ami kényelmesebbé teszi a vásárlók számára a különböző rögzítők és jógépek cserjét. Jó alkalmazkodhatósággal rendelkezik, és megfelel a felhasználók különböző részek feldolgozására vonatkozó igényeinek.
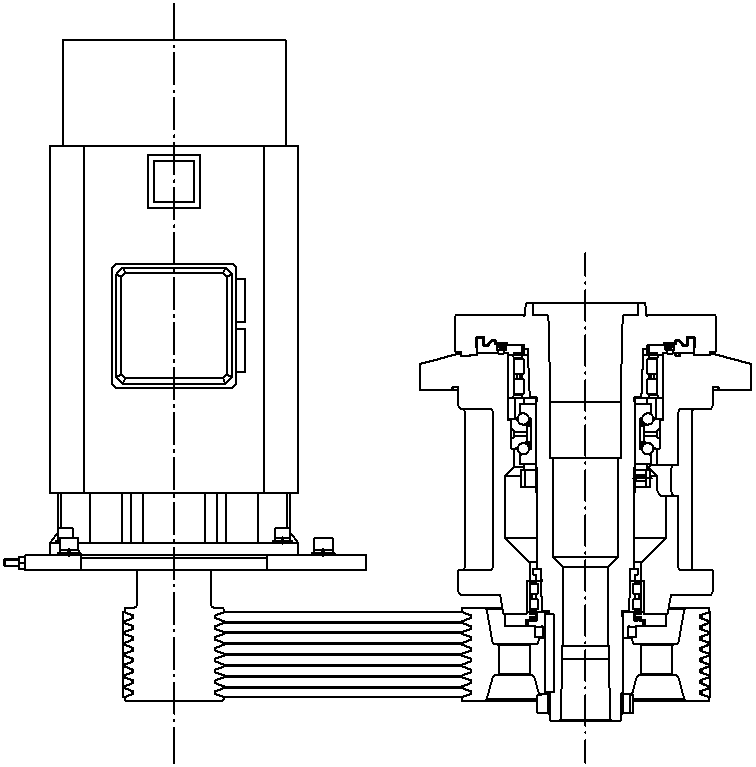
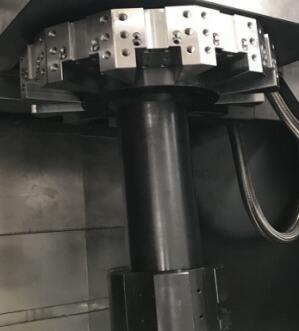
Ez a sorozat tengelyegysége az aktuális nemzetközi tervezési tapasztalatait használja ki. A főtengely elői támogatása egy két soros hengeres görögös bárkkal és egy kétirányú nyomású szögkapcsolatos gömbbárral áll össze, míg a hátsó támogatás egy két soros hengeres görögös bárkból áll; A bárkok importált pontosságú tengelybárkok, és a bárkák smaragdázása importált magsebességű zsírral történik. A tengelyrendszer axiális és rádiális előterhelése egy nussal szabályozható, aminek köszönhetően nagy axiális és rádiális merevsége van. A görcsös bárkák belső gyűrűje rádiálisan szabható, így elérhető a legjobb feldolgozási pontosság és a középső munkahőmérséklet.
Ez a gépterület sorozatának főmotorja vezérli az ágyút az importált szinkronhajtás útján, amely biztosítja a teljes hajtási rendszer nagy hatékonyságát, alacsony zajt és rezgést, hogy kielégítse a különböző metszési feltételek igényeit, például a lassú sebességű magas forgatónyomatékos és a magas sebességű magas teljesítményű műveleteket. Az ágyúkast és az alapot lyukos integráció köti össze, ami magas merevséget ad a gépágyú egységnek.


Az X/Z tengelyt egy szervomotor hajtja, és közvetlenül kapcsolódik egy gömbeskrubához rugalmas kuplungon keresztül. A gömbeskruba mindkét végén rögzített telepítési módot használ.
Mindkét tengelyvezetéken taiwani hengeres gurítóvezetékpárok vannak telepítve, amelyek négy irányból egyenlő terhelésűek, magas pontossággal, nagy terhelésviselőképességgel és gyors görcsmentes mozgással rendelkeznek. Kiemelt előnyeik a kicsi méret, a magas pontosság és az alacsony karbantartási költségek, és ezek a konfigurációk a költséghatékonyságot és a magas pontosságot kívánó felhasználók számára a legjobb választások. Különösen alkalmas olyan alkalmazásokra, ahol nagyon fontos a részek méretének magas egyezősége.
Ez a gépészeti eszköz nagyon automatizált CNC gépészeti eszköz, folyadékot használ
Nyomási rendszer. A hidraulikai rendszer fő hidraulikai vezérlőkomponensei mind jól ismert forrásokból származnak
Márka vagy magas minőségű belső termék.


A gépészeti eszköz belső koncentrált automatikus olajozási rendszert használ, és rendelkezik folyadék szintjének és nyomásának riasztási funkcióival.
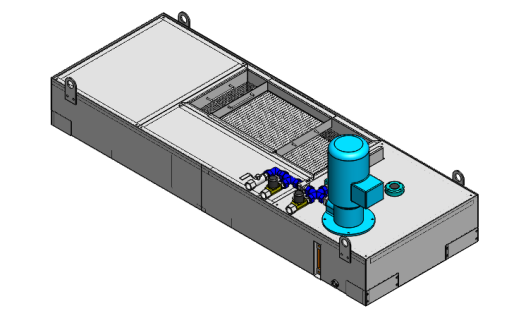
Ez a gépgyártó berendezés hűtőpumpájának áramlási sebessége 4m³/óra, és 40 méter fejlődése van. A hűtővíz tárolója elkülönítve van az alapmotorról, hogy a gépgyártó pontossága ne legyen negatívan befolyásolva a vágási hő által. Hűtőpumpa használatával a gép alapján lévő vízcsemphek összekapcsolódnak, hogy kiolvassák a gép testén található vasporokat, így csökkentik a hulladékok hatását a gépen.
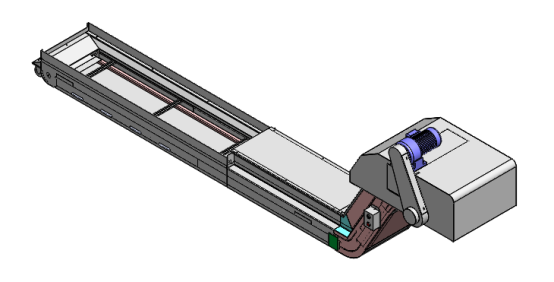
A gépi eszközhöz húzó lánc típusú csavarváz-gyűjtő van, amely a csavarváz-szállítót használja különböző gördülő, tömör és tömeges csavarvázok, valamint réz, alumínium, öntésvas stb. csavarváz gyűjtésére és szállítására.
A gépi eszköz elektromos terve meg kell feleljen a GB/T5226.1-2002 Elektrikus Szabványnak.
A tárcához tartozó villamos áramkör túlzott áramerősségű és rövidzáródás elleni védelemmel rendelkezik, a gépészeti műveletek pedig megfelelően összekapcsolva vannak. Ez biztosítja az eszközök és személyzet biztonságát. Az elektronikai rendszer önálló diagnosztikus funkcióval rendelkezik. A működési és karbantartási személyzet bármikor figyelheti a gép részeinek állapotát az indikátorlámpák és a kijelzők alapján.
A gép elektromos komponensei importáltak és közös vállalkozások termékei, amelyek garantálják a gép biztonságát és megbízhatóságát.
A CNC gépek szigorú követelményeket tűznak fel az áramellátásra. Amikor a háló feszültségének ingadozása meghaladja az AC380V ± 10%-ot és a frekvencia meghaladja a 50Hz ± 1Hz-t, akkor ajánlott egy áramstabilizáló berendezést hozzáadni. Ellenkező esetben befolyásolhatja a CNC gép normális működését.
Az elektromos szekrény standard konfigurációja teljesen zártsított szerkezetet alkalmaz, és elektrikus doboz-hűtővel van ellátva, amivel a porvédelem és hűtés célját érik szem előtt. Az elektromos szekrényben bizonyos tér kell legyen fenntartva, hogy a funkciók kiterjesztéséhez segítség nyújtson.
A gépgyártónál teljesen átfedő védőrendszerrel jár, és számos biztonsági védelmi intézkedést figyelembe vesz, beleértve a védőajtónél lévő erősített üveget. Biztosítja a gép és az emberi biztonságot.
Amikor a gépi eszköz hirtelen külső villámcsapást vagy saját meghibásodását tapasztalja, a vezérlőkör speciális tervezésének köszönhetően a gépeszköz tengere nem mozgatható. Ha a hűtőmotor a „indítás” állapotban van, akkor a „leállítás” állapotba fog átkerülni; ha már a „leállítás” állapotban van, nem tudja magától elérni az indítási állapotot, ami biztosítja a gépi eszköz biztonságát. A számítógépben tárolt programmenü nem veszheti el az adatokat váratlan villámcsapás vagy hiba esetén.
A gépi eszköz riasztó eszközzel és sürgősség esetén használandó szervízelési gombbal van ellátva, amelyek megakadályozzák a különféle váratlan hibákból eredő kártevését. A szoftver ésszerű tervezése miatt az alarm jelzi a szöveget és az alarm számot a képernyőn keresztül, valamint az operációs panel indikátorlámpái segítségével; A gép típus szerint háromféleképpen osztják fel az alarm kezelési módokat: „sürgősség esetén szervízelést” alkalmaznak a sürgős alarm esetén; „hajtás leállítása” a közepes alarm esetén; csupán „figyelmeztetés” az operatív hiba esetén.
A gép teljesen átvédett védőkkel rendelkezik, több biztonsági intézkedést figyelembe vesz, beleértve a védőajtó erősített üveget. Biztosítja a gép és az emberek biztonságát.
Amikor a gépi eszköz hirtelen külső villámcsapást vagy saját meghibásodását tapasztalja, a vezérlőkör speciális tervezésének köszönhetően a gépeszköz tengere nem mozgatható. Ha a hűtőmotor a „indítás” állapotban van, akkor a „leállítás” állapotba fog átkerülni; ha már a „leállítás” állapotban van, nem tudja magától elérni az indítási állapotot, ami biztosítja a gépi eszköz biztonságát. A számítógépben tárolt programmenü nem veszheti el az adatokat váratlan villámcsapás vagy hiba esetén.
A gépi eszköz riasztó eszközzel és sürgősség esetén használandó szervízelési gombbal van ellátva, amelyek megakadályozzák a különféle váratlan hibákból eredő kártevését. A szoftver ésszerű tervezése miatt az alarm jelzi a szöveget és az alarm számot a képernyőn keresztül, valamint az operációs panel indikátorlámpái segítségével; A gép típus szerint háromféleképpen osztják fel az alarm kezelési módokat: „sürgősség esetén szervízelést” alkalmaznak a sürgős alarm esetén; „hajtás leállítása” a közepes alarm esetén; csupán „figyelmeztetés” az operatív hiba esetén.
A gépi eszköz színe a cég szabványának megfelelő lesz. Ha a felhasználó különleges követelményeket tette, az eszköz színét a szerződés aláírásakor határozzák meg.
(1) Az egész gép háromfázisú AC 380V ± 10, 50 Hz egyenletes áramellátást igényel. A felhasználó által biztosított;
(2) A gépi eszköz munkakörnyezeti hőmérséklete 10-40 ℃;
(3) A környezeti relativeszitás kisebb vagy egyenlő 85-vel;
(4) Műhely anélkül, hogy szennyező gáz, folyadék és por jelen van;
(5) A felhasználó készíti el a gépi eszközhez szükséges 32 # hidraulikus olajt;
(6) A telepítés helye szabványos műhely kell legyen, amelyben nincs rezgésforrás, porforrás és elektromossági sugárzás;
(7) A felhasználók készítsék el a fogyó anyagokat és a kisértékes anyagokat, például a mosószert és a bőrtörlőt stb;
| Sorozatszám | Név | specifikáció | mennyiség | megjegyzés |
| 1 | főegység | VTC80A | Egy | |
| 2 | CNC RENDSZER | Guangzhou CNC | Egy | Festülve a főkeretben |
| 3 | Servohajtás | Pékin super szinkronizálás | Egy | Festülve a főkeretben |
| 4 | Servo főmotor | Pékin super szinkronizálás | Egy | Festülve a főkeretben |
| 5 | X/Z szervómotor | Guangzhou CNC | Két darab | Festülve a főkeretben |
| 6 | Szervó transzformátor | Guangzhou CNC | Egy | Festülve a főkeretben |
| 7 | Gömbes visszacsúsztatós csermelle | Shangyin, Tajvan | Shangyin, Tajvan | Festülve a főkeretben |
| 8 | X irányítóvasútvonal | Shangyin, Tajvan | Egy | Festülve a főkeretben |
| 9 | Z irányítóvasútvonal | Shangyin, Tajvan | Egy | Festülve a főkeretben |
| 10 | Vezérlő csavar bárnya | Fujikoshi, Japán | Egy | Festülve a főkeretben |
| 11 | Főtengely bárnya | Németország FAG | Egy | Festülve a főkeretben |
| 12 | Vízszintes 8-asztali eszközpult | Tajvan | Egy | Festülve a főkeretben |
| 13 | Háromszárú hidraulikus nyomó | 24 | Egy | Festülve a főkeretben |
| 14 | Olajnyomású forgási henger | Otthoni | Egy | Festülve a főkeretben |
| 15 | Pumpaállomás | Otthoni | Egy | Festülve a főkeretben |
| 16 | Automatikus kenőrendszer | Otthoni | Egy | Festülve a főkeretben |
| 17 | Védelmi rekesz | Otthoni | Egy | Festülve a főkeretben |
| 18 | A CSI-k | Otthoni | Egy | |
| 19 | Vasvágó jármű | Otthoni | Egy | |
| 20 | Elektromos szekrény hűtése és klímafeszítés | Otthoni | Egy | Festülve a főkeretben |
| Csatolt technikai dokumentumok | ||||
|---|---|---|---|---|
| Sorozatszám | Név | Specifikáció | Mennyiség | Megjegyzés |
| 1 | EGYENLŐSÉGI TANÚSÁG | Egy példány | ||
| 2 | Használati utasítások | Egy példány | ||
| 3 | Kezelési útmutató | Egy példány | ||
| 4 | Csomaglista | Egy példány | ||
| Csatolt technikai dokumentumok | ||||
| Sorozatszám | Név | Specifikáció | Mennyiség | Megjegyzés |
| 1 | Eszköztár | Egy | ||
| 2 | Imbuszkulcs | S=5,6,8,10 | Egy készlet | |
| 3 | Gépgyári méretblokk | Egy készlet | ||
(1) GB/T 23582. 1-2009 Egyoszlopos és kétoszlopos függőleges tornák pontosságának ellenőrzése
(2) JB/T 9874-1999 Általános előírások a fémvágó gések gyártási összerakásához
(3) JB/T 9872-1999 Fémvágó gések - Általános előírások a gépészeti részekhez
(4) JB/T 3665-96 Technikai feltételek egyoszlopos és kétoszlopos függőleges járművek számára
(5) 10051 (JB/T) -1999 Általános előírások a fémvágó gések hidraulikai rendszereihez
(6) GB/T 9061-2006 Általános előírások a fémvágó gések számára
(7) GB/T 15760-2004 Fémvágó gések - Általános előírások a védelmi berendezéshez
(8) GB5226.1-2002/IEC60204-1: 2000 Gépek elektromos berendezésének biztonsága, 1. rész: Általános előírások
A gépkészülék fő ágyúzatait belső nagyméretű vályogtermelők biztosítják. Kifogástalananyagvizsgálati lapot és munkalap geometriai méreteivel kapcsolatos ellenőrzési lapot kell kiadni.
A feldolgozást szigorúan a technológiai folyamat szerint kell elvégezni, és minden technológiai lépésnél rendelkeznie kell feldolgozási pontossági ellenőrzési rekorddal annak biztosítására, hogy a munkalap feldolgozása megfeleljen a rajzok követelményeinek.
A beszerzést szigorúan a technikai dokumentumok követelményei szerint kell elvégezni a gépkészülék megbízhatóságának biztosítása érdekében. A fentiekben említett kínálattal, feldolgozással és beszerzési folyamattal kapcsolatban a vevő bármikor ellenőrizheti és figyelmeztetheti, valamint a technikai egyezmény alapján fogadhatja el.
A gépi eszköz érkezése után a Kérő felel az átvétel során fellépő kibontásért és emelésért telepítés és beüzemeltetés közben. A Szállító beüzemeltetési személyzete érkezése előtt a Kérő a Szállító igényeinek megfelelően készíti fel a beüzemeltetést. A Vevő 48 órával előre értesíti a Szállítót a beüzemeltetésről. A kérő vagy a végfelhasználó teljesíti a záradéki rajz követelményeit, és a gépeszközt elhelyezi, valamint a háromfázisú villanyt a villamos kabint vezeti.
A. A gépgyártó eszköz érkezését követően a kérő helyszínen a szállító küld technikai szolgáltató személyzetet helyi beállításra és elfogadásra. Helyi képzést rendeznek (2-3 nap) a kérő művelettartójai számára, és bemutatják a gépgyártó eszköz teljesítményét és a rendszer szerkesztési módszerét. Így a kérő művelettartó részletes ismereteket nyer a gépről, és képes szerkeszteni és feldolgozni a tipikus részeket.
B. A kérő személyzt küldhet a gyártó helyszínére további képzésre saját termelési feltételei alapján, és maga viseli az utazási költségeket. A szállító helyszíni képzése ingyenes. A konkrét tanulási időt a kérő határozza meg.
A. A szállító felelőssége a minőségért: a gépi eszköz elfogadása után kezdődik a garanciaperiode, amely 12 hónapig tart. Az eszköz három garanciával rendelkezik, és a garanciaperiode egy évig tart.
B. Ha használat közben meghibásodik az eszköz, a szállítónak két órával belül kell reagálnia a vevő értesítésének fogadásától, és nyolc órán belül kidolgozniuk kell a kezelési tervet. Ha helyszíni kezelés szükséges, akkor 48 órán belül ki kell jelezni a személyzetet a vevőhöz a kezelés céljából.
C. Hibák esetén a garanciaperiodus alatt a Szállítónak ingyenes karbantartási szolgáltatást kell biztosítania (a Vevő vagy a végfelhasználó által okozott gépeszköz-károkat kivéve); a hibákért, amelyek rossz használat miatt merültek fel, díjazás történik.
D. Amikor a gépkészülék érkezik a felhasználó gyárába, az installáció és beüzemelés nem hajtható végre időben a kérő okaira való tekintetben. Amikor lejár a garancia időszaka, a három garanciás szolgáltatás már nem lesz továbbra is elérhető.
| Gép paraméterei | |||
|---|---|---|---|
1. Eszköz neve |
CNC függőleges eszterga |
2. Modell |
VTC80A |
3. Rendszer |
Guangshu 980TC3 |
||
Utazás | |||
| x-tengely | 670mm | z-tengely | 850mm |
Feldolgozó kapacitás | |||
| Max. inga átmérő | φ1000mm | Max. forgási átmérő | φ800mm |
| Max. forgási magasság | φ850mm | ||
Orsó | |||
| Orsó sebesség | 50~800 ütem/perc | Servo főmotor | 22KW |
| Főtengely nevezetes nyomatéka (nyírásos) | φ1120mm | Tengelybárta osztály (Tengelybárta minőségi szintje) | Németország FAG |
| Előbbi bárrok | NN3036K | Méret [Belkereszt X Kívülkereszt X H] (Méret-LD/Kívülkereszt/SZÉLESSÉG) | φ180×φ280×74 |
| Méret [Belkereszt X Kívülkereszt X H] (Méret-LD/Kívülkereszt/SZÉLESSÉG) | φ140×φ210×53 | Tengely merevsége (Tengelytől merev) | HRC58-62 |
| Fő tengely külső átmérő (Méret-Külső) | φ180mm | Lassítási arány | 1:2 |
Nyomó és automatikus eszközcsere | |||
| Chuck típus | Hidraulikus chuck | Dia.Koppantyú | 24 inches |
| Torony munkaállomás | Vízszintes nyolc állomásos | ||
CSÚSZÓÚT — Taiwan Shangyin/Yintai | |||
| X-tengely csúszó út | 2, szélesség 45mm | Z-tengely csúszó út | 2, szélesség 55mm |
Gömbeskrúd — Taiwan Shangyin/Yintai | |||
| Gömbes visszatérő tornyó pontosság | Szint C3 | Skrúd mérete (Gömbeskrúd átmérő X. Y. Z) | x:φ40 z: φ50 |
Vezérlőrendszer - Guangshu 980TC3 | |||
| Szabványos (Szabványos kiegészítők) | Guangshu 980TC3 | Tekercsmotor | 22KW |
| X-tengely motor (X ztengely motor) | 18Nm | Z-tengely motor (Z ztengely motor) | 30nm |
| Kijelző, kínai és angol nyelven | √ | RS-232 átviteli借口 és USB借口 | √ |
| A többi teljesítményparaméterért lásd a 980TC3 specifikációs listát. | √ | ||
Előtolási sebesség | |||
| XZ gyors központi tápp sebesség (XZ tengely gyors központi tápp sebesség) | 15 m/perc | ||
Vágási hűtőrendszer | |||
| Hűtőfolyadék motor | 1.2KW+750W | Pumpa áramlása | 4m³/h |
| Tartály térfogata | 200 liter | Automatikus citromtisztító | √ |
| Elektromos szekrényhűtő légkondicionáló | √ | ||
Gyármi pontosság (ACCURACY) | |||
| Ismétlési pozicionálási pontosság | 0.007mm | Pozicionálási pontosság | 0.01mm |
| Legkisebb bemeneti növekmény | 0.001mm | ||
ERŐFORRÁSIGÉNY | |||
| Energiaforrás | 3¢-AC 380V 50HZ±5% | Teljesítményfogyasztás | 35KW |
| A géjszivattyának van túlfolyamat-védelem és áramelozási védelem. | √ | A géjszivattyának van háromszínű működési jelzőfénye. | √ |
| A géjszivattyának stabilan működik hosszú időn keresztül a következő feltételek mellett: | Környezeti hőmérséklet 5 ~ 38 ° Környezeti páratartalom < 85% |
A géjszivattyának a zaja megfelel a nemzeti szabványoknak. | √ |
EGYÉB | |||
| A hidraulikai nyomás táblázat | 2.2KW/50Hz-40L | Súly | 9500 kg |
| Csomagolási méretek (H × Sz × M) | 2600*2200*3650mm | ||
Az eszköz teljesen zárt védelemmel rendelkezik, és a védelmi berendezés biztonságos és megbízható, amelynek meg kell felelnie a Fémvágó Gépgyári Berendezések Biztonsági Védelem Általános Technikai Rendszereinek GB15760-1995. | |||
Ez a gépberendezés alkalmas magas sebességű acélvágó eszközök, keménykötél vágóeszközök és különféle nagy teljesítményű vágóeszközök használatára. Fém, nem fémbeli anyagok és bizonyos nem fém alapú anyagok munkalapot feldolgozhat. Befejező és finomfeldolgozási folyamatokat, például belső és külső hengerfelületek, belső és külső kúp felületek, végfelületek, vágtató csatornák, lépcsős részek és körívek dolgozását végezheti el a gépen. Nagy mennyiségű, magas feldolgozási pontosságra és dimenziós egyenlőségre van szükség esetén alkalmas a részek feldolgozására.
 Ügyféllátogatás
Ügyféllátogatás 
Igen, támogatjuk az ODM/OEM szolgáltatásokat, és egyedi modelleket tervezhetünk és testreszabhatunk az Ön igényei szerint.
Kérem, mondja el a specifikációit. Meg tudjuk választani a legjobb modellt. A termék rajzát is elküldheti. Mi választjuk ki a legmegfelelőbb gépet.
A: 30% előleg a szerződés után, 70% kifizetés a szállítás előtt, a helyzet szerint megbeszélhető.
A: Gyárunk Tengzhou városban, Zaozhuangban található. Kína, postalkód 277500. Melegül köszöntjük, hogy meglátogatott minket.
A szállítási idő 7-10 nap. Ha kiválasztja a speciális konfiguráció, a szállítási idő lesz megfelelő hosszabb