

VTC80 CNC Vertikal Skivmaskin
Stöd anpassning
VTC-serien CNC enskild stång vertikal torna är tillverkad av vår företag genom att ta in den moderna avancerade designen och tillverknings tekniken och använda CAD optimeringsdesignmetoden. Den implementerar företagets noggrannhetsstandarder, konfigurerar avancerade funktionskomponenter hemma och utomlands och uppnår starka skärningar i strukturell prestanda. Arbetsbordet är överbelastat, maskinverktygets dynamiska och statiska styffheten är hög, varje rörelse är säker och pålitlig, livslängden är lång, högteknologiska mekatronikprodukter med hög bearbetningseffektivitet.
Maskinen är lämplig för bearbetning av järnhaltiga metaller med skärredskap av höghastighetsstål, hårdlegeringskantade verktyg och olika högeffektiva skärredskap. Ej järnhaltiga metaller och vissa icke-metallverkstycken kan bearbetas. Rå och färdigt fräsning av inre och yttre cylindriska ytor, inre och yttre koniska ytor, ändarsidor, fåror, steg och bågar kan utföras på maskinen. Den är lämplig för bearbetning av delar med stora partister, hög bearbetningsnoggrannhet och höga krav på dimensionskonsekvens.
1. Basen, kolumnen och rörelsesätten är alla gjorda av högkvalitativt grågjutjärn och har temperats. Det säkerställer att maskinen har hög styrka och noggrannhetsstabilitet vid långsiktig användning.
2. Maskinen använder rullformad linjärskenor. Den har överlägsen stelhet och kan bära extremt tunga laster. Den förbättrar markant positionsnoggrannheten och bärförmigheten för maskinens vertikala och horisontella födarörelse.
3.Den spänningshjulet på huvudskaftet av maskinen är ansluten till spänningshjulet på den numeriskt styrd servomotorn av huvudskaftet via en koppel, och är utrustad med en 18.5KW servo huvudmotor med steglös hastighetsreglering, och denna hastighetsregleringsomfattning är bred. Det uppfyller de olika kraven på skivnings- och slutbearbetning av delar när det gäller huvudskaftets hastighet.
4.Ledningsåtgärden i vertikalt och horisontellt ledas av servomotorn. Det finns skyddande enheter i båda riktningarna, vilket förkänger skruvans livslängd avsevärt.
5.Både änden av bollskruvan i vertikal och horisontell riktning på maskinen stöds av specialbärare för skruvan, och maskinens bearbetningsnoggrannhet av delarna har förbättrats och garanteras avsevärt.
6.Maskinverktyget använder en eldriven oljepump för att automatiskt smörja varje del på ett avslutande sätt för att säkerställa smörjningen av varje ledningspar och bollscrewpar. Tjänstelivet för varje rörlig par kan förlängas.
Sängmaterial är högkvalitativt grågjutjärn HT300-klass, som har genomgått termisk åldring och spänningssläckande vederglödning. Material är gjort av höggradigt lågspänningsgjutjärn och effektiva dämpningsåtgärder har vidtagits.
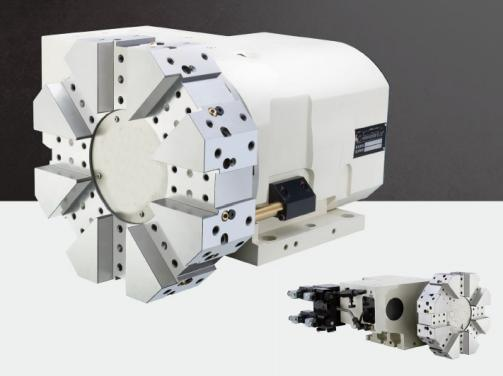
Knivhållaren har flera konfigurationer, och användare kan fritt välja enligt sina faktiska behov och användningsvanor.
Standardkonfiguration: Taiwan horisontell 8-stations knivhållare, denna serie knivhållare styrs av servomotorer för indexering, vilket kan snabbt välja knivar i båda riktningarna, med hydraulisk låsning och extremt hög stelhet;
Den Taiwan horisontella åttastations servoknivhållaren har en utmärkt konstruktion och hög stelhet. Den använder servotechnik för indexering, delning och hydraulisk låsning, vilket säkerställer smidig och exakt indexering, och är särskilt lämpad för bearbetning av delar inom bilindustrin.

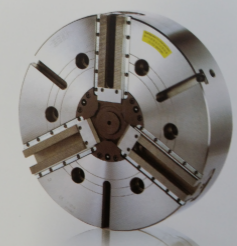
Den standardspindeln på denna maskin är en hydraulisk spindel med en specifikation på 24 tum. Spindeln är en vattenavsluten spindel, och det finns en sealskiva vid den glidande anslutningen mellan spindelskivan och skivan, vilket effektivt kan förhindra att kylol lecker till spindeln via spindeln och förhindra att chips kommer in på glidytan och skadar skivan.
Chucks slutyta har 3 T-formade snickar, vilket gör det bekvämt för kunderna att byta ut olika fästredskap och jigs. Den har god anpassningsförmåga och kan uppfylla användarnas krav på bearbetning av olika delar.
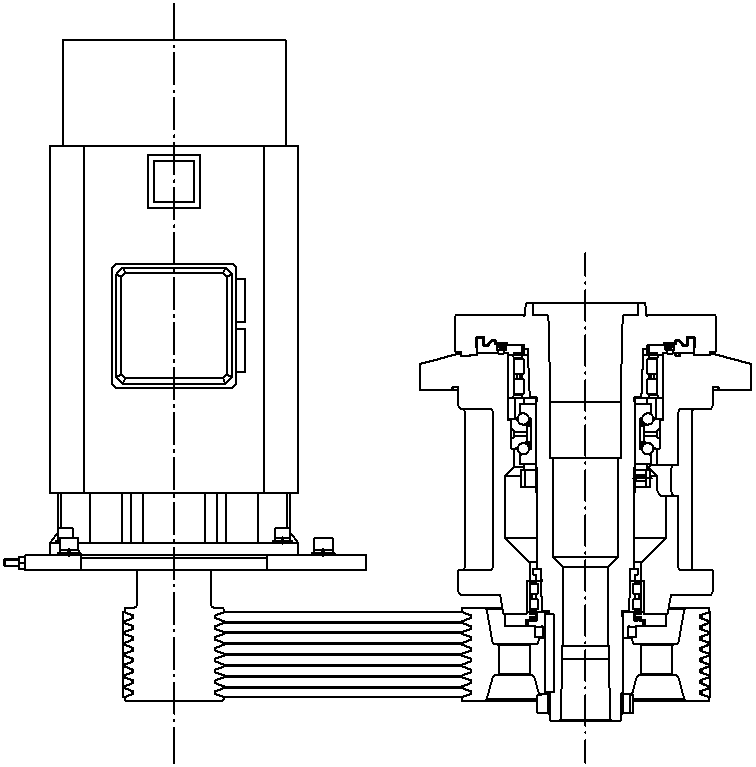
Spindelenhet i denna serie maskiner använder den framgångsrika och moderna strukturen i dagens internationella design. Före stödet på huvudaxeln består av en dubbel rad cylinderkullerbearing och en dubbelriktad skjutkullager med vinklad kontakt, och bakstödet är en dubbel rad cylinderkullerbearing; Kullret används importerade precisionsspindelkullager, och kullagens smörjning använder importerat höghastighetssmörjmedel. Axial- och radialförsättningsavspolningen av spindelsystemet kan justeras med en mutter, vilket ger hög radial- och axialstelighet. Innerhöljet på rullkullager kan justera radialt luftutrymme, därmed uppnå den bästa bearbetningsnoggrannheten och lägre arbets temperatur.
Huvudmotorn i denna serie maskiner driver spindeln att rotera genom importerade synkronband, vilket säkerställer hög effektivitet, låg buller och låg vibration för hela överföringssystemet för att uppfylla skärningskraven under olika förhållanden som låghastighets högt orkmoment och höghastighets hög effekt på maskinen. Spindellådan och basen är integrerade via hål, vilket ger spindelförsamlingen på maskinen hög stelhet.


X/Z-axeln drivas av en servomotor och är direkt ansluten till en bollscrew via ett elastiskt koppel. Bollscrewen använder en fix installationsmetod på båda sidorna.
Båda axelns guide rail använder taiwanesiska cylindriska rullningsguider, som är av typen med lika belastning i fyra riktningar. De har hög precision, stor belastningsförmåga och snabb rullningshastighet. Dess utmärkande fördelar är små dimensioner, hög precision, låga underhållskostnader och är den första konfigurationen för användare som söker hög precision och kostnadseffektivitet. Den är särskilt lämpad för tillfällen där det krävs hög konsekvens i delstorlek.
Denna maskinverkstad är en mycket automatiserad CNC-maskinverkstad, utrustad med vätska
Trycksystem. De huvudsakliga hydrauliska kontrollkomponenterna i hydraulsystemet väljs alla från välkända källor
Märke eller högkvalitativa inhemskaprodukter.


Maskinverkstaden använder en inhemsk centraliserad automatisk smörjningssystem och har funktioner för varning vid vätskenivå och tryck.
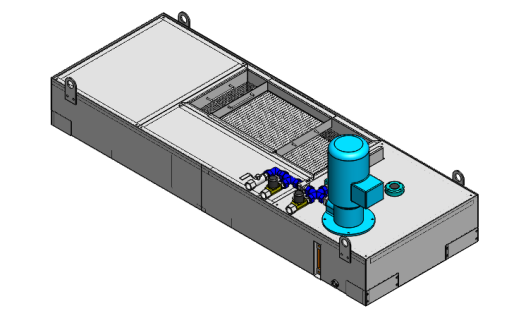
Kylpumpen för denna maskinverktyg har en flödeshastighet på 4 m³/h och en höjd av 40 meter. Kylnivån är separerad från huvudmotorn för att säkerställa att maskinverktygets noggrannhet inte påverkas negativt av skärningsvärme. Genom att använda en kylpump ansluts vattenledningarna på maskinsidan för att spola bort järnspån på maskinkroppen, vilket minskar påverkan av avfallsmaterial på maskinen.
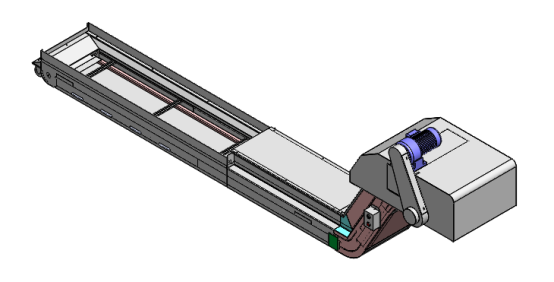
Maskinverktyget är utrustat med en dragkedja typ av skärmrenare. Skärmtransportören används för att samla in och transportera alla slag av rullade, klumpiga och massiva skärm och koppar, aluminium, gus och andra skärm.
Elektrisk design av maskinverktyget ska följa GB/T5226.1-2002 Elektriska Standard.
Strömkretsen i kretsen har överströms- och kortsluts skydd, och de relevanta åtgärderna för maskinen har motsvarande spärrfunktioner. För att säkerställa säkerheten för utrustning och personnal. Elsystemet har självdiagnosfunktionen. Operatörerna och underhållspersonalen kan observera drifttillståndet för varje del av maskinen när som helst enligt indikatorljusen och skärmen.
De huvudsakliga elektriska komponenterna i maskinen är importerade och produkter från föreningar mellan kinesiska och utländska företag, vilket säkerställer maskinens säkerhet och pålitlighet.
CNC-maskiner ställer höga krav på strömförsöringen. När spänningsvariationerna i elnätet överstiger AC380V ± 10% och frekvensen överstiger 50Hz ± 1Hz måste en spänningsstabiliseringsenhet läggas till. Annars kommer det att påverka CNC-maskinens normala drift.
Standardkonfigurationen av elskåpet har en fullständigt stängd struktur och är utrustat med en luftkonditionering för elskåpet, vilket gör det möjligt att uppnå syftet med dammskydd och kylning. En viss utrymme ska reserveras i elskåpet för att underlätta funktionsutökning.
Maskinen är utrustad med en fullständig sköldskydd och flera säkerhetsåtgärder har tagits hänsyn till, inklusive förstärkt glasdörrdesign. Garantera maskins och personalks säkerhet.
När maskinverktyget möter en plötslig extern strömavbrott eller ett eget fel, så är maskinverktygets axel på grund av den särskilda designen av styrkretsen inte rörlig. Om kylmotorn är i tillståndet "start", kommer den att gå över i tillståndet "stopp"; Om den redan är i tillståndet "stopp", kan den inte självständigt gå över i starttillstånd, vilket säkerställer maskinverktygets säkerhet. Programmenyn som lagras i datorn kommer inte att förloras vid ett oväntat strömavbrott eller fel.
Maskinverktyget är utrustat med en larmenhet och en nödstoppknapp, vilket kan förhindra att maskinverktyget skadas av olika plötsliga fel. Tack vare den rimliga designen av programvaran kan larmet visa text och larmsnummer via skärmen och indikera genom signallamporna på operatörspanelen. Maskinverktyget delar in larmhanteringsmetoderna i tre kategorier beroende på situationen: utför "nödstopp" för akuta larm; Utför "foderalternativ" för allmänna larm; Endast "påminnelse" för driftfel.
Maskinverktyget är utrustat med fullständig skärmsskydd och ett antal säkerhetsåtgärder har tagits hänsyn till, inklusive förstärkt glasdesign på skyddsporten. Garanterar säkerheten för maskiner och personer.
När maskinverktyget möter en plötslig extern strömavbrott eller ett eget fel, så är maskinverktygets axel på grund av den särskilda designen av styrkretsen inte rörlig. Om kylmotorn är i tillståndet "start", kommer den att gå över i tillståndet "stopp"; Om den redan är i tillståndet "stopp", kan den inte självständigt gå över i starttillstånd, vilket säkerställer maskinverktygets säkerhet. Programmenyn som lagras i datorn kommer inte att förloras vid ett oväntat strömavbrott eller fel.
Maskinverktyget är utrustat med en larmenhet och en nödstoppknapp, vilket kan förhindra att maskinverktyget skadas av olika plötsliga fel. Tack vare den rimliga designen av programvaran kan larmet visa text och larmsnummer via skärmen och indikera genom signallamporna på operatörspanelen. Maskinverktyget delar in larmhanteringsmetoderna i tre kategorier beroende på situationen: utför "nödstopp" för akuta larm; Utför "foderalternativ" för allmänna larm; Endast "påminnelse" för driftfel.
Färgen på maskinen ska följa företagets standard. Om användaren har särskilda krav ska färgen på maskinen fastställas när kontraktet undertecknas.
(1) Hela maskinen använder en enhetlig trefasad AC 380V ± 10, 50 Hz strömförsörjning. Levereras av användaren;
(2) Driftmiljötemperatur för maskinverktyget är 10-40 ℃;
(3) Miljöns relativa fuktighet är mindre än eller lika med 85;
(4) Verkstad utan skadlig gas, vätska och damm;
(5) Användaren förbereder den 32 # hydraulolja som krävs av maskinen;
(6) Installationsplatsen ska vara en standardverkstad utan vibrationskälla, dammkälla och elektromagnetisk strålning;
(7) Användare förbereder förbrukningsmaterial och lågprisförbrukningsartiklar, såsom rengöringsmedel, bomullsstoff, etc.;
| Serienummer | Namn | specificitet | mÄNGD | kommentar |
| 1 | värd | VTC80A | En | |
| 2 | CNC SYSTEM | Guangzhou CNC | En | Monterad på huvudraman |
| 3 | Servo-driv | Beijing super synkronisering | En | Monterad på huvudraman |
| 4 | Servospindelmotor | Beijing super synkronisering | En | Monterad på huvudraman |
| 5 | X/Z servomotor | Guangzhou CNC | Två set | Monterad på huvudraman |
| 6 | Servotransformator | Guangzhou CNC | En | Monterad på huvudraman |
| 7 | Ballscrew | Shangyin, Taiwan | Shangyin, Taiwan | Monterad på huvudraman |
| 8 | X-ledningsrail | Shangyin, Taiwan | En | Monterad på huvudraman |
| 9 | Z-ledning | Shangyin, Taiwan | En | Monterad på huvudraman |
| 10 | Skruvaxelns lager | Fujikoshi, Japan | En | Monterad på huvudraman |
| 11 | Huvudsakligt lager | Tyskland FAG | En | Monterad på huvudraman |
| 12 | Horisontell 8-stations verktygsstöd | TAIWAN | En | Monterad på huvudraman |
| 13 | Treklawig hydraulisk fäste | 24 | En | Monterad på huvudraman |
| 14 | Olje Tryck rotationscylinder | Hemlagad | En | Monterad på huvudraman |
| 15 | Pumpstation | Hemlagad | En | Monterad på huvudraman |
| 16 | Automatisk smörjsystem | Hemlagad | En | Monterad på huvudraman |
| 17 | Skyddskassa | Hemlagad | En | Monterad på huvudraman |
| 18 | CHIP TRANSPORTÖR | Hemlagad | En | |
| 19 | Järnskära bil | Hemlagad | En | |
| 20 | Elkylskap och klimatisering | Hemlagad | En | Monterad på huvudraman |
| Bifogade tekniska dokument | ||||
|---|---|---|---|---|
| Serienummer | Namn | Specificitet | MÄNGD | Kommentar |
| 1 | Godkännandecertifikat | En kopia | ||
| 2 | Användningsinstruktioner | En kopia | ||
| 3 | Bruksanvisning | En kopia | ||
| 4 | Packlista | En kopia | ||
| Bifogade tekniska dokument | ||||
| Serienummer | Namn | Specificitet | MÄNGD | Kommentar |
| 1 | Verktygslåda | En | ||
| 2 | Insexnyckel | S=5,6,8,10 | En uppsättning | |
| 3 | Maskinsverkstorleksblock | En uppsättning | ||
(1) GB/T 23582. 1-2009 Testning av noggrannheten hos lodräta torn med en och två kolumner
(2) JB/T 9874-1999 Allmän specifikation för sammansättning av metallbearbetande maskiner
(3) JB/T 9872-1999 Metallbearbetande maskiner - Allmänna specifikationer för bearbetade delar
(4) JB/T 3665-96 Tekniska krav för enkla och dubbla kolumnlodafordon
(5) 10051 (JB/T) -1999 Allmänna specifikationer för hydrauliska system i metallbearbetande maskiner
(6) GB/T 9061-2006 Allmän specifikation för metallbearbetande maskiner
(7) GB/T 15760-2004 Metallbearbetande maskiner - Allmänna specifikationer för skydd
(8) GB5226.1-2002/IEC60204-1: 2000 Säkerhet för maskiner - Elektrisk utrustning för maskiner Del 1: Allmän specifikation
De huvudsakliga gjutningarna för denna maskinverktyg levereras av inhemsk storskalig gjuteri. En strikt materialinspektion och arbetsstyckes geometriska dimensionskontroll ska utfärdas.
Bearbetningen ska genomföras strikt enligt processflödet, och varje process ska ha en bearbetningsnoggrannhetsinspektionsregistrering för att säkerställa att arbetsstyckets bearbetning uppfyller kraven i ritningarna.
Inköp ska göras strikt enligt teknikdokumentens krav för att säkerställa maskinverktygets pålitlighet. Ovanstående försörjning, bearbetning och inköpsprocess kan inspekteras och övervakas av kunden när som helst och accepteras enligt teknisk överenskommelse.
När maskinverktyget ankommer till destinationen skall Begärandet ansvara för avlastning och lyftning under installation och inledning. Innan leverantörens personal för inledning ankommer skall begärandet förbereda sig på inledningen enligt leverantörens krav. Kunden skall meddela leverantören om inledning 48 timmar i förväg. Begärandet eller den slutliga användaren skall slutföra byggandet enligt kraven i grundritningen, och maskinverktyget skall installeras på plats och trefasstråket skall leda till elskåpet.
A. När maskinverktyget har ankommit till begärandets plats skall leverantören sända tekniskt servicepersonal för att genomföra platsjustering och acceptans. Utför plasträning (2-3 dagar) för begärandets operatörer och förklara maskinverktygets prestanda och systemets redigeringsmetod. Så att begärandets operatör får en detaljerad förståelse av maskinverktyget och kan redigera och bearbeta typiska delar.
B. Begärande kan sända personal till tillverkarens plats för ytterligare utbildning baserat på sina egna produktionsvillkor, och resakostnader för och bak skall dras av begärandet. Leverantörens platsutbildning är kostnadsfri. Den exakta studieperioden bestäms av begärandet.
A. Vilkor och tidsgräns för leverantörens ansvar för kvaliteten: när maskinen har godkänts börjar garanti perioden, vilken är 12 månader. Utrustningen omfattas av tre garantier, och garanti perioden är en årstid.
B. Vid utrustningsfel under användning skall leverantören svara inom 2 timmar efter att ha mottagit meddelande från begäraren och arbeta ut ett behandlingsplan inom 8 timmar. Om platsbehandling krävs skall personal tilldelas till begäraren för behandling inom 48 timmar.
C. Vid fel under garanti perioden skall leverantören erbjuda kostnadsfri underhållstjänst (utom skador på maskinen orsakade av människliga faktorer hos begäraren eller slutanvändaren); kostnaden för fel orsakade av felaktig användning skall debiteras.
D. När maskinen ankommer till användarens fabrik kan installationen och inledningen inte utföras i tid på grund av kravställarens skäl. När garanti perioden löper ut kommer den tre garantierade servicen inte längre att ges.
| Maskinparametrar | |||
|---|---|---|---|
1.Utrustningsnamn |
CNC vertikal drehmaskin |
2. Modell |
VTC80A |
3. System |
Guangshu 980TC3 |
||
Resor | |||
| x-axel | 670mm | z-axel | 850 mm |
Bearbetningskapacitet | |||
| Max.svingningsdiameter | φ1000mm | Max.snurdiameter | φ800mm |
| Maximala snurrhastigheten | φ850mm | ||
SPINDEL | |||
| Spindelhastighet | 50~800 varv/min | Servospindelmotor | 22KW |
| Huvudskaftets nominella vridmoment (torsionsmoment) | φ1120mm | Kvalitet av huvudaxelns lager (Lagerklass för huvudaxeln) | Tyskland FAG |
| Framlager | NN3036K | Dimension [Bore X OD X H] (Dimension-LD/OD/BREDD) | φ180×φ280×74 |
| Dimension [Bore X OD X H] (Dimension-LD/OD/BREDD) | φ140×φ210×53 | Hårdhet av huvudaxeln (Hårdhet av huvudaxeln) | HRC58-62 |
| Huvudskäftets yttre diameter (Dimension-Yttre) | φ180mm | Förhållande för hastighetsminskning | 1:2 |
Fäste & Automatisk verktygsbytare | |||
| Chuck-typ | Hydraulisk chuck | Dia.Slipkrok | 24 tum |
| Tornarbetstation | Horisontell åtta-stations | ||
SKIVVÄG — Taiwan Shangyin/Yintai | |||
| X-axel skidsystem | 2, bredd 45mm | Z-axel skidsystem | 2, bredd 55mm |
Bollspira — Taiwan Shangyin/Yintai | |||
| Kulspindel precision | Nivå C3 | Spindelstorlek (Bollspira diameter X. Y. Z) | x: φ40 z: φ50 |
Styrsystem - Guangshu 980TC3 | |||
| Standard (Standardtillbehör) | Guangshu 980TC3 | Spindelmotor | 22KW |
| X-axel motor (X zaxel motor) | 18 Nm | Z-axel motor (Z zaxel motor) | 30nm |
| Visning, Kinesisk och Engelsk | √ | RS-232 överföringsgränssnitt och USB-gränssnitt | √ |
| Se specifikationslistan för 980TC3 för andra prestationsegenskaper. | √ | ||
Matningshastighet | |||
| XZ Snabb Förflyttning (XZaxel snabb förflyttning) | 15m/min | ||
Skärningskylsystem | |||
| Kylvätskemotor | 1.2KW+750W | Pumpflöde | 4m³/h |
| Tankvolym | 200L | Automatisk chipsrenare | √ |
| Elektrisk kylaggregat för skåpskylning | √ | ||
Fabriksnoggrannhet (ACCURACY) | |||
| Repeterbar positioneringsnoggrannhet | 0.007mm | Positioneringsnoggrannhet | 0,01 mm |
| Minsta inmatningsinkrement | 0,001 mm | ||
STRÖMFÖRBRUKNING | |||
| Strömkälla | 3¢-AC 380V 50HZ±5% | Energiförbrukning | 35 kW |
| Maskinverktyget är utrustat med läckskydd och strömavbrottskydd. | √ | Tre-färgad indikatorljus för maskinverktygets arbetsstatus | √ |
| Maskinverktyget kan arbeta stabilt länge under följande förhållanden: | Miljötemperatur 5 ~ 38 ° Miljölukt < 85% |
Maskinverktygets buller ska överensstämma med nationell standard. | √ |
Övrigt | |||
| Hydrauliskt tryck håller | 2.2KW/50Hz-40L | Vikt | 9500kg |
| Förpackningsdimensioner (L × B × H) | 2600*2200*3650mm | ||
Utrustningen har fullständig stängd skydd och skyddsenheten är säker och pålitlig, vilket bör följa Allmänna Tekniska Bestämmelserna för Säkerhets skydd av Metallskärande Maskiner GB15760-1995. | |||
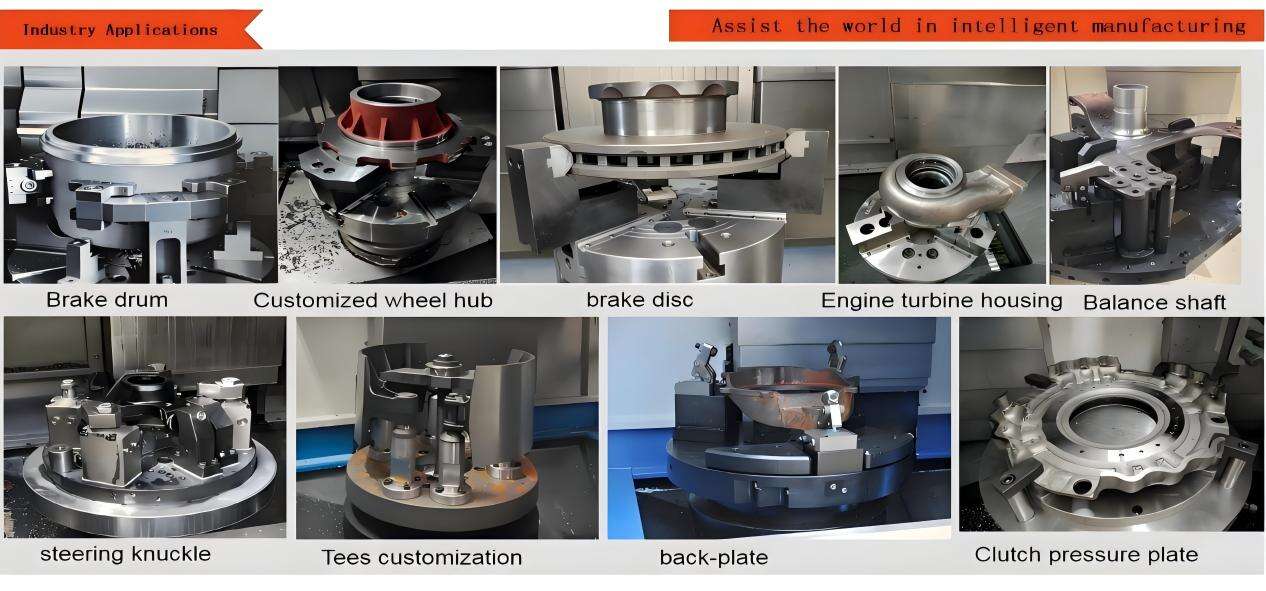
Denna maskin är lämplig för höghastighetsstålsskärningsverktyg, hårdmetallskärningsverktyg och olika högegenskaps-skärningsverktyg. Den kan bearbeta svartmetaller, färgmetaller och vissa icke-metallmaterialarbetsstycken. Den kan utföra både grov- och slutbearbetning av processer som inre och yttre cylindriska ytor, inre och yttre koniska ytor, ändarsidor, skärningsfunderingar, steg och cirkulära bågar på maskinen. Lämplig för bearbetning av delar med stora partister, hög bearbetningsnoggrannhet och höga krav på dimensionskonsekvens.
 Kundbesök
Kundbesök 
Ja, vi stöder ODM/OEM, och kan designa och anpassa exklusiva modeller enligt dina behov.
A: Berätta om dina specifikationer. Vi kan välja den bästa modellen för dig. Du kan också skicka oss produktritningen. Vi väljer den mest lämpliga maskinen för dig.
A: 30% förskottsbetalning efter kontraktet, 70% betalning före leverans, kan diskuteras enligt din situation.
A: Vår fabrik ligger i Tengzhou City, Zaozhuang. Kina, postnummer 277500. Välkommen till oss.
Leveranstiden är 7-10 dagar. Om du väljer en speciell konfiguration, leveranstiden kommer att förlängas i enlighet