
Машинен инструмент KD500 с двойна колона е автоматизиран CNC обработващ инструмент, който използва структура с двойна колона за обработване на вътрешните и външните цилиндрични повърхности, коничните повърхности, крайните повърхности, канавки и фасове на детайли. Този инструмент е особено подходящ за обработване на тормозни дискове и други дисковидни компоненти.

Масина за шлифуване на тормозни дискове KD500
Машинен инструмент KD500 с двойна колона е автоматизиран CNC обработващ инструмент, който използва структура с двойна колона за обработване на вътрешните и външните цилиндрични повърхности, коничните повърхности, крайните повърхности, канавки и фасове на детайли. Този инструмент е особено подходящ за обработване на тормозни дискове и други дисковидни компоненти.
Това машинно устройство има следните характеристики:
1. Ключовите компоненти като основа, стълб, плоча за движение на стълба и слайдер са изработени от висококачествено сиво градито (HT250). Разположението на рибните плочки е разумно, а всеки компонент е преминал през термична обработка, за да се гарантира, че машинното устройство има висока прочност и продължителна прецизност.
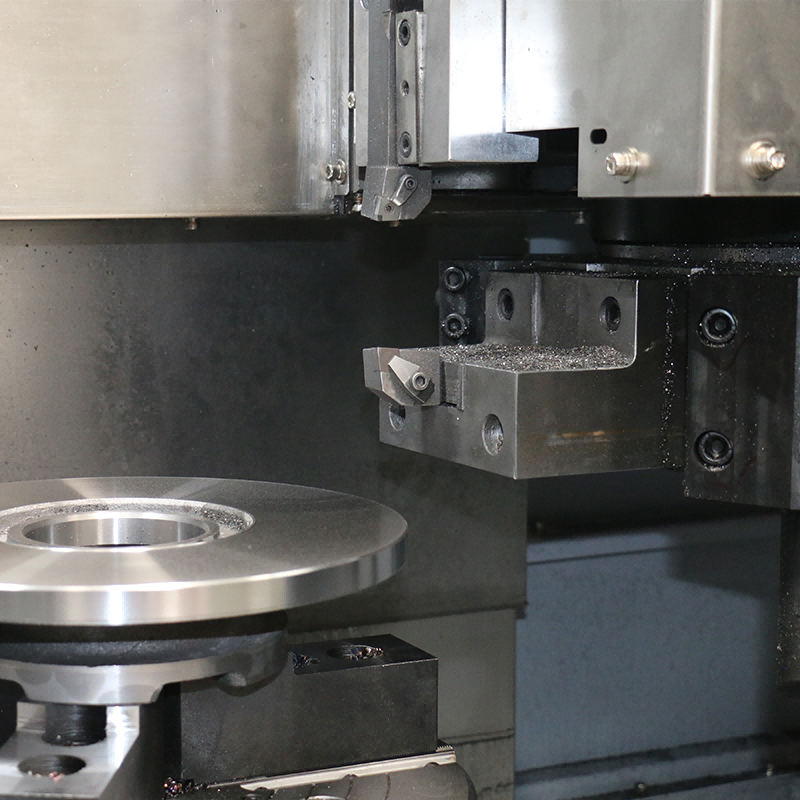
2. Машинното устройство използва двустълбова конструкция, с две групи плъзгащи седла и плъзгащи плочи, инсталирани върху ложето за отделно управление, което ефективно спестява място и заема малка площ. Двата стълба могат да обработват грубо и точни изделия едновременно, което ефективно подобрява ефикасността на обработката на клиентите и намалява производствените разходи, като се гарантира точност.
3. Осевата част на машинното устройство е осева единица, която ефективно гарантира точността на обработката и ровността. Внутришните подшипници на осевата единица са смазвани с специализирано масло, което прави инсталирането и поддръжката удобни. Сравнено с предишното масложение, разходите при използването на осевата единица са намалени, скоростта е по-висока и тя е по-стабилна.
4. Машинното устройство използва ролкова линейна релса. Има надпреваряваща твърдост и капацитет за превъзходство. Значително е подобрена точността на позициониране и капацитетът за носене на продължителното и поперечното движение на машинното устройство.
5. Шпингалтата на машинния инструмент е пряко свързана с шпингалтата на сервомотора за CNC чрез ремен и е оснащена с 30кВт сервомотор с безкрайна промяна на скоростта и широк диапазон на скорости. Сервомоторите могат да отговарят на различните изисквания за скорост на шпингалта при груба и прецизна обработка на деталите.
6. Двете насочвания - вертикално и хоризонтално - са автоматично контролирани от сервомотори. В двете посоки има защитни устройства.
7. Двете края на топкесто винтовата в вертикалната и хоризонталната посока на машинния инструмент са поддържани от специализирани подшипници за винтови, като се използва предварително натоварена структура, което значително подобрява и гарантира прецизната обработка на компонентите от машинния инструмент.
8. Машинният инструмент използва електричен маслолив за автоматично маслене на всички части по интервален начин, което гарантира масленето на всяка ръководна двойка и топкесто винтови двойка, което може да продължи срока на служба на всеки движим първен.
9. Държачи за инструменти с двойна колона могат да използват държачи за инструменти с двойна хоризонтална CNC, едностранни хоризонтални държачи, едноредови резачи или двуредови резачи, като се изпълняват изискванията за обработка на деталите. Използването на хоризонтален държач за инструменти може да намали времето за смяна на инструмента и значително да подобри ефективността.
10. Да се добави ос Y според клиентските изисквания, за да се удовлетворят нуждите за обработка.
11. Долната част на шпиндела е оборудвана с единичен вращащ се маслен цилиндър. Единичен вращащ се маслен цилиндър може да се използва за контролиране на зажимането на деталите чрез фиксатори или за контролиране на хидраuliчните свърли, което може да намали трудната тежест на работниците и да подобри ефективността.
| Параметри на Машина | |||
|---|---|---|---|
| 1.Име на оборудването | Cnc вертикален струг | 2. Модел | KD500 |
| 3. Система | Siemens 828D | ||
| Пътешествие | |||
| x-ос | 300mm | z-ос | 500мм |
| y-ос | 60мм | ||
| Капацитет | |||
| Макс. диаметър на качене | φ650mm | Макс. диаметър на обработване | φ500mm |
| Максимална скорост на рязане | φ650mm | ||
| Шпиндел | |||
| Скорост на шпиндела | 100~1000об/мин | Номинална мощност на мотора за шпиндел (скорост/момент) | 30Kw(750rpm/min, 380N.M) |
| Тип шпиндел | A2-11 | Главен вал | Германия FAG/Япония NSK |
| Предни подшипници | NN3032K | Задни подшипници | NN3026K |
| Твърдост на вала | HRC58-62 | Размер - Външен | φ160mm |
| Автоматичен сменяч на инструменти | |||
| Работен стан | Хидраuliчен хоризонтален осмостанционен турет | Спецификации на турета | Центърът на башнята е висок 125мм |
| Спецификации на режещата глава | Противоположната страна е стандартна 380mm | чък, не. | 18 инчов hidraulična špilka |
| ШЛИФОВАЩА ГЛАВА | |||
| Поддръжка на формата на машинното устройство | Стандартно дъно на рамото за кола | Параметри на вала | 9КВ променливочестотна регулация на скоростта |
| Точност на вала и смазване | 0.002мм, високоскоростно масло | Скорост и охлаждане | 100-4000 обороти в минута, принудително водно охлаждане (100-4000об/мин, принудително водно охлаждане) |
| SLIDE WAY--Steady | |||
| подия по x-ос | 3 x 6 слайдера, ширина 55мм | Подия по Z-ос | 4 x 8 слайдера, ширина 55мм |
| Y-ос (微细 настройка) | 2 x 4 слайдера, ширина 30мм | ||
| Шарниран винт --HIWIN | |||
| Точност на шарнирния винт | Ниво C3 | Диаметър на шарнирния винт x.y.z | x:φ50 z: φ50 y:φ25 |
| Подшипници за винтове | NACHI | Хладилна система и кондициониране на електрически шкаф | √ |
| Контролна система | |||
| Стандартни аксесоари | Siemens 828D | Мотор за ос Z | 22NM |
| Мотор за ос Z | 22NM | Мотор за ос Y | 12NM |
| Скорост на подаване | |||
| Бърза подавка по ос XZ | 20 m/min | ||
| Точност | |||
| Повторно позициониране | 0,008 mm | Позициониране | 0.012mm |
| Крайната част на спиралата се движи осяно | 0.005mm | Скорост на подаване при рязане | 0.1-1000мм/мин |
| Най-малък входящ инкремент | 0,001 мм | Повърхностна гладкост | Ra1.6 |
| ЕЛЕКТРИЧЕСКА ПОТРЕБНОСТ | |||
| Източник на захранване | 3¢-AC 380V 50HZ±5% | Консумация на енергия | 38кв |
| Станката има защита от заземяване и защита при изключване на електричеството 0.005mm Скорост на подаване при рязане 0.1-1000мм/мин | |||
| Тройноцвятен индикатор за състоянието на работата на машината 0,001 мм Повърхностна гладкост Ra1.6 | |||
| ДРУГИ | |||
| Гидравличното налягане стои | 2.2kw | Мотор с охлаждаща течност | 750W |
| Тегло на машината | 10t | Заета площ (дължина × ширина × височина) е около | 2800*2400*2800 |
| Уредът разполага с пълно затворено защитно ограждане, което е безопасно и надеждно и трябва да отговаря на общите технически правила за сигурността на металорезачните станки GB15760-1995. | |||
| Подготовка на маркирането на различните газови и водниconduct pipeline насочени, маркиране на работния обхват на различните инструменти и маркиране на класовете на използваните среди. | |||
| Станки и конфигурации | ||||
|---|---|---|---|---|
| Не | Име | спецификация | количество | забележка |
| 1 | домакин | KD500 | Един | |
| 2 | CNC СИСТЕМА | Siemens 828D | Един | |
| 3 | осна единица | Структура TAC | Един | |
| 4 | лагер на шпиндела | Германия FAG/Япония NSK | Един | |
| 5 | Сервопривод 37КВт | Пекин Супер Синхронен | Един | |
| 6 | Сервомотор за спирала | Пекин Супер Синхронен | Един | |
| 7 | X/Z/Y сервомотор | Сименс | Пет | |
| 8 | Винтови подшипници | Немски Fag | Един | |
| 9 | Ръководеща релса в посока Z/X | Тайван Устойчивост (H ниво) | Един | |
| 10 | Ръководеща релса в посока Y/Z | Тайван Устойчивост (H ниво) | два | |
| 11 | Ръководеща релса в посока Y | Тайван Устойчивост (H ниво) | Един | |
| 12 | Винт за посока X | Тайван Шангйин/Интай (C3) | два | |
| 13 | Винт за посока Z | Тайван Шангйин/Интай (C3) | два | |
| 14 | Винт за посока Y | Тайван Шангйин/Интай (C3) | Един | |
| 15 | Хоризонтален врътен кула с 8 стации | Тайван Маикун | Една единица | |
| 16 | гидравлическа фанера с три щака, размер 18 инча | Янтая Чжонхе | Една единица | |
| 17 | Гидравлическа ротационна цилиндра | Янтая Чжонхе | Една единица | |
| 18 | Хидравлична станция | Ге Яо | Една единица | |
| 19 | шЛИФОВАЩА ГЛАВА | domestichen | Една комплектация | |
| 20 | система за смазване | domestichen | Една комплектация | |
| 21 | Работен светлинник | ONN | Едно Частца | |
| 22 | Основни електроприбори | шнайдер | Една комплектация | |
| 23 | Премахване на чип (задно премахване на чип) | domestichen | Две комплекта | |
| 24 | Пълно затворен защитен капак | Една комплектация | ||
| 25 | Синхронен ремен за главния вала 14М | Optibelt | Една комплектация | |
| 26 | Пулеве за главния вал | Една комплектация | ||
| 27 | Редукционно отношение на вала 1:2.4 | Теоретичен момент на врътлива ос 912H. M | ||
| 28 | Двойен държач за лези по ос Y | Страна на ножа 25 | по 1 брой всяко | |
| 29 | Автоматична врата | Една комплектация | ||
| 30 | Сигнал при разстояние по-малко от 180 по време на ръчно и автоматично управление | |||
A: Условията и периодът, през които доставчикът е отговорен за качеството: След приетия от клиент проверка на машинното оправа, започва гаранционният период, който е дванадесет месеца. Оборудването има гаранция за един година.
B: Ако оборудването се разстрои по време на употребата, доставчикът ще отговори в рамките на 2 часа след получаване на известие от покупателя и ще предложи решение в рамките на 8 часа. Ако е необходима обработка на място, персонал ще бъде назначен за покупателя в рамките на 48 часа, за да го обработи.
C: Ако се случи разстройство по време на гаранционния период, доставчикът ще предостави безплатни услуги за ремонт (освен ако машината е повредена поради човешки фактори от страна на покупателя или крайния потребител); такса ще бъде наложена при разстройства, причинени от неправилно използване.
D: След като машината стигне до фабриката на потребителя, ако инсталирането и пускането в експлоатация не могат да се проведат вовреме поради причини от страна на покупателя, гаранционният период ще изтече след 12 месеца от пристигането на машината при потребителя, и услугите по три гаранции вече няма да се предлагат.
E: Стандартите за точност на оборудването се предоставят от доставчика заедно с договора.
Това стружарно устройство е предназначено за скоростни стъклени режи, твърдосплавни режи и различни високопроизводителни режи. Може да обработва черни метали, нерудни метали и някои неметални материали. Може да извършва грубо и точна обработка, като включва вътрешни и външни цилиндрични повърхности, вътрешни и външни конусни повърхности, краевые повърхности, резови пазове, стъпки и кръгови дуги на машината. Подходящо е за обработка на детайли с големи серийни размери, висока точност на обработката и високи изисквания за размерна последователност.
 Посещение на клиент
Посещение на клиент 
Да, ние подкрепяме ODM / OEM, и може да проектира и персонализира ексклузивни модели според вашите нужди.
О: Моля, кажете ми вашите спецификации. Можем да изберем най-добрия модел за вас. Можете също да ни изпратите чертежа на продукта. Ще изберем най-подходящата машина за вас.
Отговор: 30% авансово плащане след сключване на договора, 70% плащане преди изпращане, може да бъде обсъдено според Вашата ситуация.
Отговор: Нашата фабрика се намира в град Тенчжоу, Заоцхуанг. Китай, пощенски код 277500. С топло посрещнете ни.
Времето за доставка е 7-10 дни. Ако изберете специална конфигурация, времето за доставка ще бъде съответно удължено