

VTC80 CNC Вертикална токарна машина
Поддържане на персонализация
Серията VTC CNC едностолбови вертикални токари са произведени от нашата компания чрез възприемане на съвременните предишни технологии за проектиране и производство и чрез използване на метода за оптимизиране на CAD. Те реализират предприемателни стандартни прецизности, са оснащени със съвременно функционални компоненти в страната и чужбина и постигат силно строгане в структурната си производителност. Работната маса е перезаредена, динамичната и статичната твърдост на машинния инструмент е висока, всяко движение е безопасно и надеждно, а срока на ползване е дълъг. Това са високотехнологични мехатронни продукти с висока обработваща ефективност.
Машината е подходяща за обработка на черни метали с инструменти за рязане от високоскоростна стомана, твърд сплав и различни високопроизводителни инструменти за рязане. Нечерните метали и някои неметалени детайли могат да бъдат обработени. Ротационната и финишната обработка на вътрешни и външни цилиндрични повърхности, вътрешни и външни конични повърхности, краища, пазове, стъпки и лъчи могат да бъдат извършени на стана. Това е подходящо за обработка на детайли с голяма серийност, висока точност на обработката и високи изисквания за размерна последователност.
1. Основата, колоната и плъзгащият седал са направени от висококачествена сива литица и термично обработени. Гарантират, че станът има висока прочност и стабилност на точността при продължително ползване.
2. Станът използва ролкова линейна р Raiл. Има надпреваряваща прочност и капацитет за тежка заредка. Това значително подобрява точността на позициониране и капацитета за носяне при вертикалното и хоризонталното движение на подаването на стана.
този ременен колел на главната ос на стружарната машина е свързан с ременния колел на числовия контролен сервомотор на главната ос чрез ремен и е укомплектован с 18.5KW сервен основен мотор с безкрайна промяна на скоростта, а диапазонът на промяна на скоростта е широк. Отговаря на различните изисквания за грубо и точно обработване на детайли относно скоростта на главната ос.
подаването в вертикална и хоризонтална посока се контролира от сервомотора. В двете посоки има защитни устройства, които значително продължават срока на служебното използване на винта.
двете края на топкестъпичния винт в вертикалната и хоризонталната посока на машинното устройство са поддържани от специален под Lag за винтове, а прецизността при обработката на детайлите с машинното устройство е значително повишена и гарантирана.
6.Станът използва електричен маслопомп за автоматично смазване на всички части по интервален начин, за да се гарантира смазването на всяка ръководна двойка и дvoйката витка шуши. Животът на всеки кинематичен компонент може да бъде удължен.
Материалът на ложето е висококачествено сиво градирно джелезо клас HT300, което е подложено на термичен стареен и отпуснато термично лечение. Материалът е изработен от високопрочно нискостресно градирно джелезо и са предприети ефективни мерки за потiskане.
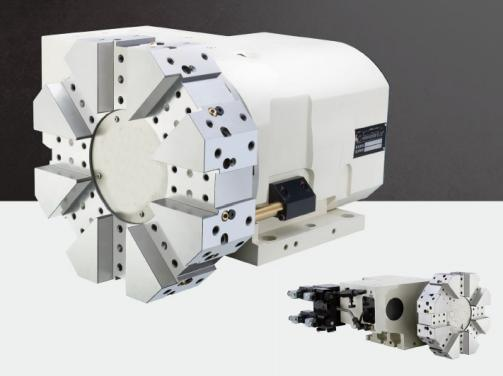
Държателят за ножове има множество конфигурации, а потребителите могат да избират свободно според своите реални нужди и привиквания за употреба.
Стандартна конфигурация: Тайвански хоризонтален 8-станционарен ножов държач, тази серия ножови държачи се контролира чрез сервомотори за индексиране, което позволява бързо избиране на ножове в двете посоки, с хидравлично блокиране и екстремна твърдост;
Тайванският хоризонтален осмостанционарен сервоножов държач има отлична конструкция и висока твърдост. Използва сервотехнология за индексиране, разделяне и хидравлично блокиране, което гарантира гладко и точно индексиране и е особено подходящ за обработка на детали за автомобилната промишленост.

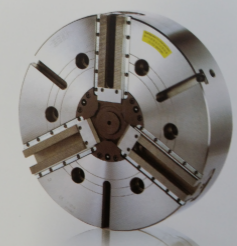
Стандартният шпиндел на този стружкач е хидравлически шпиндел с спецификация от 24 инча. Шпинделят е водонепроницаем, а между плъзгащото се съчетание на шпинделната плочка и дисковото тяло има затваряща лента, която може ефективно да предотвратява попадането на охлаждаща течност до шпинделя и попадането на стружки в плъзгащата повърхност, което може да повреди плъзгача.
Челюстната страна на хапача има 3 T-образни пази, което го прави удобен за клиентите да заменят различни фиксации и приспособления. Той има добър адаптивност и може да отговаря на нуждите на потребителите за обработка на различни части.
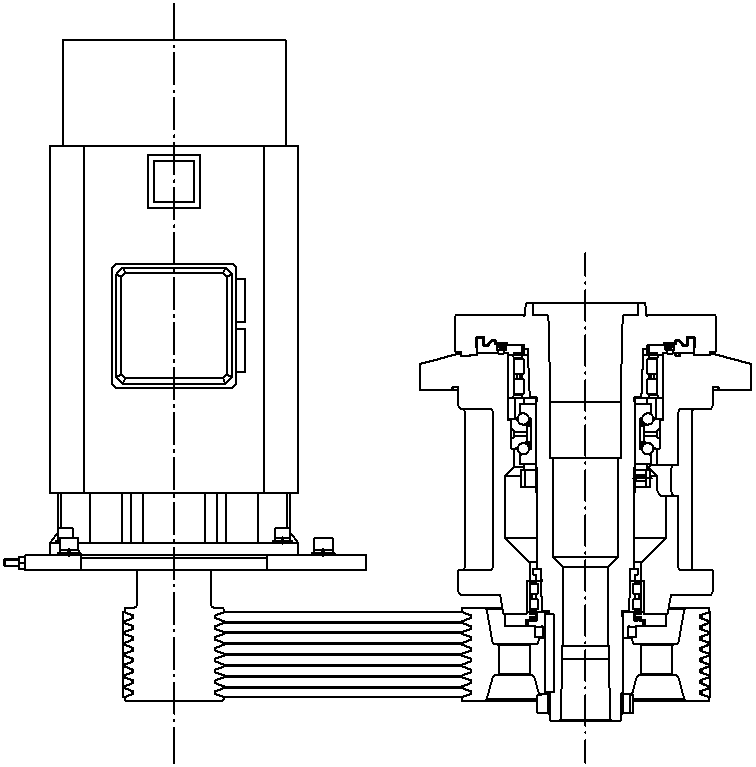
Спинделният модул на този серия машини използва продвинатата и добра структура в международния дизайн в момента. Предната поддръжка на главния вал се състои от двуреден цилиндричен ролков подшипник и двунасочен тласкащ ъглово контактен кулачков подшипник, а задната поддръжка е двуреден цилиндричен ролков подшипник; Подшипниците са импортни прецизни спиндельни подшипници, а смазването на подшипника използва импортно високоскоростно масло. Аксилната и радиалната предварителна натоварвана на системата на спиндела могат да се регулират с връхляйка, което я прави с висока радиална и аксиална жесткост. Вътрешното кръло на ролковия подшипник може да регулира радиалния зазор, по този начин достигайки най-добрия обработителен прецизност и по-ниска температура на работа.
Главният мотор на този серий от стъклорезни машини привежда врътлите на вала през импортени синхронни ремeni, което гарантира висока ефективност, нисък шум и ниска вибрация на цялата приводна система, за да отговаря на изискванията за рязане при различни условия като ниска скорост с висок момент или висока скорост с висока мощност на машината. Коробката на вала и основата са интегрирани чрез отвори, което дава на валовия узел на машината висока твърдост.


Осът X/Z е приводен от сервомотор и е пряко свързан с шарнирен витък през еластична купpling. Шарнирен витъкът използва метод на фиксирани инсталации на двете крайни точки.
Двете оси на ръководните релси използват тайвански цилиндрични ролкови градивни двойки, които са от типа с равен носач по четири посоки, с висока точност, голяма носимост и бърза скорост на движение на ролките. Най-големите им предимства са малък размер, висока точност, ниски разходи за поддържане и са предпочитаната конфигурация за потребители, които търсят висока точност и стойност. Те са особено подходящи за случаи, когато е необходима висока последователност в размера на частите.
Този стан е високонаправен CNC стан, оснащен с течност
Система за налягане. Основните елементи за управление на хидраулическата система са избрани от известни източници
Марка или висококачествени домашни продукти.


Станът използва домашна централизирана автоматична система за смазване и разполага с функции за сигнализация при нивото на течността и налягането.
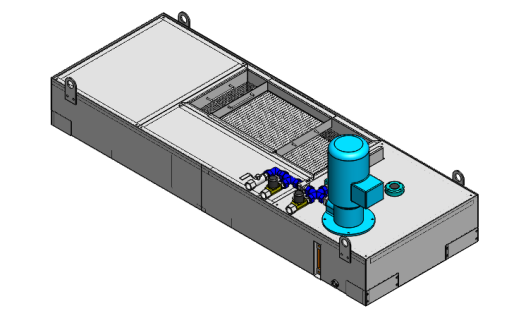
Охлаждащата помпа на този стружна машинен инструмент има приток от 4м³/ч и напор от 40 метра. Резервоарът за охлаждаване е разделен от главния двигател, за да се гарантира, че точността на машинния инструмент не бъде негативно повлияна от рязачното топло. Чрез използване на охлаждаща помпа, водопроводните тръби в основата на машината са свързани, за да измиват железните стружки от корпуса на машината, по този начин намалявайки въздействието на отпадъците върху машината.
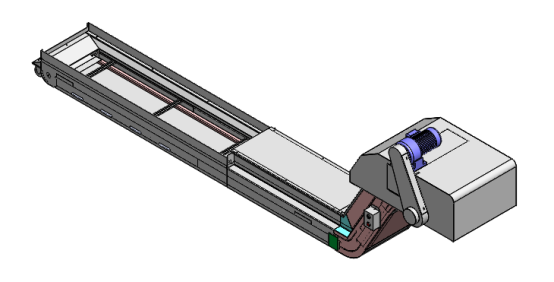
Станът е укомплектован с тегловен тип чипов чистач, Чиповият транспортер се използва за събиране и транспортиране на различни видове отвличани, блоковидни и масивни чипове и мед, алуминий, лято и други чипове.
Електрическият дизайн на стана трябва да се съобразява с GB/T5226.1-2002 Електрически стандарт.
Електрическата схема на схемата има защита срещу прекалено токово натоварване и кратки замикания, а съответните действия на станала имат съответна интерлокация. За да се гарантира безопасността на оборудването и личния състав. Електрическата система разполага с функция за самодиагностика. Операционният и техническият персонал могат да наблюдават операционното състояние на всяка част от станалата по всяко време според индикационната лампа и дисплея.
Основните електрически компоненти на станалата са импортни и продукти на съвместни предприятия, което гарантира безопасността и надеждността на станалата.
ЧИС станалите имат строги изисквания относно напрежението. Когато флуктуациите на напрежението в електросигурността надминават AC380V ± 10% и честотата надхвърля 50Hz ± 1Hz, трябва да се добави устройство за стабилизиране на напрежението. В противен случай това ще повлияе върху нормалната работа на ЧИС станалата.
Стандартната конфигурация на електрическия щит предвижда напълно затворена конструкция и е оснащена с климатизиране за електрически щитове, за да се постигне целта от пречистване и охлаждане. В електрическия щит трябва да се запази определено пространство, за да се облесни разширяването на функциите.
Станката е оборудвана с пълен щитен защитен капак и са предприети редица мерки за сигурност, включително усиленият дизайн на защитната врата с стъкло. Да се гарантира безопасността на машината и личния състав.
Когато машинното устройство срещне внезапно външно отключване на електричеството или собствена неизправност, поради специалния дизайн на контролния циркуит, осът на машинното устройство не може да се движи. Ако охлаждащият мотор е в състояние "стартиран", той ще влезе в състояние "спрян"; Ако вече е в състояние "спрян", не може сам да влезе в стартиращо състояние, което гарантира безопасността на машинното устройство. Програмния меню, запазен в компютъра, няма да се изгubi при неочаквано отключване на електричеството или несъответствие.
Станката е укомплектвана с устройство за сигнална тревога и бутон за аварийна спирка, които могат да предотвратят повредата на станката от различни внезапни поломки. Благодарение на разумния дизайн на софтуера, сигнала може да показва текст и номер на тревога чрез дисплея и да указва чрез индикаторната лампа на операционната панелка; Станката разделя методите за обработка на тревожните ситуации на три категории според положението: прилагане на "аварийна спирка" за неотложни тревоги; Прилагане на "спиране на подаването" за обикновени тревоги; само "посочване" при грешки в операцията.
Станката е оснащена с пълен щитов защитен капак и са взети предвид редица мерки за безопасност, включително усилена стъклена конструкция на защитната врата. Гарантира безопасността на машината и персонала.
Когато машинното устройство срещне внезапно външно отключване на електричеството или собствена неизправност, поради специалния дизайн на контролния циркуит, осът на машинното устройство не може да се движи. Ако охлаждащият мотор е в състояние "стартиран", той ще влезе в състояние "спрян"; Ако вече е в състояние "спрян", не може сам да влезе в стартиращо състояние, което гарантира безопасността на машинното устройство. Програмния меню, запазен в компютъра, няма да се изгubi при неочаквано отключване на електричеството или несъответствие.
Станката е укомплектвана с устройство за сигнална тревога и бутон за аварийна спирка, които могат да предотвратят повредата на станката от различни внезапни поломки. Благодарение на разумния дизайн на софтуера, сигнала може да показва текст и номер на тревога чрез дисплея и да указва чрез индикаторната лампа на операционната панелка; Станката разделя методите за обработка на тревожните ситуации на три категории според положението: прилагане на "аварийна спирка" за неотложни тревоги; Прилагане на "спиране на подаването" за обикновени тревоги; само "посочване" при грешки в операцията.
Цветът на машинното оборудване трябва да се подчинява на стандартите на компанията. Ако потребителят има специални изисквания, цветът на машинното оборудване ще бъде определен при подписването на договора.
(1) Цялата машина използва еднофазово АС 380В ± 10, 50 Hz еднакво осигуряване на електроенергия. Предоставя се от потребителя;
(2) Рабочата температура на околната среда на стана е 10-40 ℃;
(3) Относителната влажност на околната среда е по-малка или равна на 85;
(4) Производствена дружина без шкодливи газове, течности и прах;
(5) Потребителят подготвя 32 # хидравлическо масло, задължително за машинното оборудване;
(6) Мястото за инсталация трябва да е стандартна производствена дружина без източник на вибрация, прах и електромагнитна радиация;
(7) Потребителите подготвят разходни материали с ниска стойност, като например моющи средства, бумажни памучени салфетки и т.н.;
| Сериен номер | Име | спецификация | количество | забележка |
| 1 | домакин | VTC80A | Един | |
| 2 | CNC СИСТЕМА | Guangzhou CNC | Един | Монтирано на главната рама |
| 3 | Сервопривод | Пекин супер синхронизиране | Един | Монтирано на главната рама |
| 4 | Сервомотор за спирала | Пекин супер синхронизиране | Един | Монтирано на главната рама |
| 5 | X/Z сервомотор | Guangzhou CNC | Две комплекта | Монтирано на главната рама |
| 6 | Сервотрансформатор | Guangzhou CNC | Един | Монтирано на главната рама |
| 7 | Шумен шумен | Шангин, Тайван | Шангин, Тайван | Монтирано на главната рама |
| 8 | X ръководеща шина | Шангин, Тайван | Един | Монтирано на главната рама |
| 9 | Z ръководител | Шангин, Тайван | Един | Монтирано на главната рама |
| 10 | Винтово подложка | Fujikoshi, Япония | Един | Монтирано на главната рама |
| 11 | Подложка на главната ос | Германия FAG | Един | Монтирано на главната рама |
| 12 | Хоризонтален огледален инструмент с 8 стации | ТАЙВАН | Един | Монтирано на главната рама |
| 13 | Тричелюстен hidraulic фиксатор | 24 | Един | Монтирано на главната рама |
| 14 | Ротационен цилинdere с масляно налягане | Домашен | Един | Монтирано на главната рама |
| 15 | Насосна станция | Домашен | Един | Монтирано на главната рама |
| 16 | Автоматична смазочна система | Домашен | Един | Монтирано на главната рама |
| 17 | Защитен огледал | Домашен | Един | Монтирано на главната рама |
| 18 | КОНВЕЙЕР на чипове | Домашен | Един | |
| 19 | Кола за отрязване на желязо | Домашен | Един | |
| 20 | Хладилна система и кондициониране на електрически шкаф | Домашен | Един | Монтирано на главната рама |
| Прикачи технически документи | ||||
|---|---|---|---|---|
| Сериен номер | Име | Спецификация | Количество | Забележка |
| 1 | Сертификат за съответствие | Една копие | ||
| 2 | Инструкции за употреба | Една копие | ||
| 3 | Указания за експлоатация | Една копие | ||
| 4 | Списък за опаковане | Една копие | ||
| Прикачи технически документи | ||||
| Сериен номер | Име | Спецификация | Количество | Забележка |
| 1 | Кутия с инструменти | Един | ||
| 2 | Шестоъгълен ключ | S=5,6,8,10 | Една комплектация | |
| 3 | Измерителен блок за машинни огледала | Една комплектация | ||
(1)GB/T 23582. 1-2009 Вертикални токарни станини с една и двойна колона Тестване на точността
(2)JB/T 9874-1999 Общи спецификации за монтаж на металорезачни машини
(3)JB/T 9872-1999 Металорезачни машини - Общи спецификации за обработени части
(4)JB/T 3665-96 Технически условия за вертикални автомобили с една и двойна колона
(5)10051 (JB/T) -1999 Общи спецификации за хидраулически системи на металорезачни машини
(6)GB/T 9061-2006 Общи спецификации за металорезачни машини
(7)GB/T 15760-2004 Металорезачни машини - Общи спецификации за защита
(8)GB5226.1-2002/IEC60204-1: 2000 Безопасност на машините - Електрическо оборудване на машините, част 1: Общи спецификации
Основните отливки на този стружно- obrателен инструмент се доставят от домашни големи производители на градиви. Трябва да се издават строг лист за проверка на материалите и лист за проверка на геометричните размери на деталите.
Обработката трябва да се провежда строго според технологичния процес, а всеки етап трябва да има запис за проверка на точността на обработката, за да се гарантира, че обработката на деталите отговаря на изисканията на чертежите.
Покупката трябва да се прави строго според изисканията на техническите документи, за да се гарантира надеждността на стружно-obрателния инструмент. Гореуказаните процеси по доставка, обработка и придобиване могат да бъдат проверявани и контролирани от клиента по всяко време и да бъдат приемани според техническото споразумение.
След като станката стигне до destinатцията, Заявителят ще бъде отговорен за разтоварването и вдигането по време на инсталирането и пускането в експлоатация. Преди да стигнат персоналът за пускане в експлоатация на Доставчика, Заявителят трябва да се подготви за пускане в експлоатация според изискванията на Доставчик. Покупителят трябва да уведоми Доставчикът за пускането в експлоатация 48 часа предварително. Заявителят или крайният потребител трябва да завърши строителството според изискванията на чертежа за фундамента, а станката трябва да бъде инсталирана на място и триточковият електричен кабел трябва да бъде доведен до електрическия шкаф.
A. След като машинното устройство стигне до мястото на заявктеля, доставчикът трябва да изпрати технически персонал за провеждане на местна настройка и приемка. Да се проведе местно обучение (2-3 дни) за операторите на заявктеля, и да се обяснят характеристиките на машинното устройство и метода за редактиране на системата. Така да се гарантира, че операторът на<tool_call>теля има подробно разбиране за машинното устройство и може да редактира и обработва типичните части.
B. Добителят може да изпрати персонал на мястото на производителя за допълнително обучение според собствените си производствени условия, а пътувките тудушком-обратно трябва да бъдат покрити от него самия. Местното обучение от страна на доставчика е безплатно. Конкретното време за обучение се определя от dobителя.
A. Условия и срок за отговорност на доставчика за качеството: след като станалото мине приемката, започва гаранционният период, който е 12 месеца. Оборудването подлежи на три гаранции, а гаранционният период е един година.
B. В случай на повреда на оборудването по време на употребата, доставчикът трябва да отговори в рамките на 2 часа след получаване на известие от заявклаждащия, и да разработи план за лечение в рамките на 8 часа. Ако е необходима мярковна терапия, трябва да назначи персонал при търсящия в рамките на 48 часа.
C. В случай на повреда по време на гаранционния период, Доставчикът трябва да предостави безплатна услуга за поддръжка (освен ако повредата на станалото е причинена от човешки фактори на Търсящия или крайния потребител); Стоимостта ще бъде взимана за повредите, причинени от неправилно използване;
D. След като станалото стигне до фабриката на потребителя, инсталирането и пускането в експлоатация не могат да се проведат навреме поради причините на заявктата. Когато срокът на гаранция изтече, услугите по трите гаранции вече няма да се предоставят.
| Параметри на Машина | |||
|---|---|---|---|
1.Име на оборудването |
Cnc вертикален струг |
2. Модел |
VTC80A |
3. Система |
Guangshu 980TC3 |
||
Пътуване | |||
| x-ос | 670mm | z-ос | 850мм |
Производствена капацитет | |||
| Макс. диаметър на качене | φ1000mm | Макс. диаметър на обработване | φ800мм |
| Максимална скорост на рязане | φ850мм | ||
Шпиндел | |||
| Скорост на шпиндела | 50~800об/мин | Сервомотор за спирала | 22KW |
| Рейтингов въртящ момент на главния вал (кръчов) | φ1120mm | Клас на подложките за вала (Клас на подложките за вала) | Германия FAG |
| Предни подшипници | NN3036K | Размери [Дупка X НД X H] (Размери-LD/НД/ШИРИНА) | φ180×φ280×74 |
| Размери [Дупка X НД X H] (Размери-LD/НД/ШИРИНА) | φ140×φ210×53 | Твърдост на вала (Твърдост на валовата ос) | HRC58-62 |
| Външен диаметър на главния вал (Размер-Външен) | φ180mm | Коефициент за намаляване на скоростта | 1:2 |
Фиксатор & Автоматична смяна на инструменти | |||
| Тип на чък | Хидравличен циркулатор | Диаметрен чак | 24 инча |
| Станция за работа с турет | Хоризонтален с осем станции | ||
ПУТЬ СЛАЙД — Тайван Shangyin/Yintai | |||
| Подия по x-ос | 2, ширина 45мм | Подия по Z-ос | 2, ширина 55мм |
Шарикова винтица — Тайван Shangyin/Yintai | |||
| Точност на шарнирния винт | Ниво C3 | Размер на винтът (диаметър на топкест гвинт X. Y. Z) | x: φ40 z: φ50 |
Система за управление - Guangshu 980TC3 | |||
| Стандартни аксесоари | Guangshu 980TC3 | Шпална мотор | 22KW |
| Мотор за ос X (мотор за ос X и Z) | 18Nm | Мотор за ос Z (мотор за ос Z и Z) | 30NM |
| Дисплей, български и английски език | √ | Интерфейс RS-232 и USB интерфейс | √ |
| За други перформанс параметри вижте списъка с спецификации на 980TC3. | √ | ||
Скорост на подаване | |||
| Бързина на XZ Rapid (бързина при ход по осите XZ) | 15м/мин | ||
Система за охлаждане при резане | |||
| Мотор с охлаждаща течност | 1.2KW+750W | Помпова подача | 4м³/ч |
| Обем на резервоара | 200Л | Автоматичен чистач за опаки | √ |
| Хладилник за електрически шкаф | √ | ||
Фабрична точност (ТОЧНОСТ) | |||
| Точност на повторно позициониране | 0.007mm | Точност на позициониране | 0.01мм |
| Най-малък входящ инкремент | 0,001 мм | ||
ЕЛЕКТРИЧЕСКА ПОТРЕБНОСТ | |||
| Източник на захранване | 3¢-AC 380V 50HZ±5% | Консумация на енергия | 35KW |
| Станката е снабдена с защита от протечки и защита при изключване. | √ | Тройноцвятна индикаторна лампа за работното състояние на станката | √ |
| Станката може да работи стабилно продължително време при следните условия: | Околна температура 5 ~ 38 ° Околна влажност < 85% |
Шумът на машинния инструмент трябва да отговаря на националните стандарти. | √ |
ДРУГИ | |||
| Гидравличното налягане стои | 2.2KW/50Hz-40L | Тегло | 9500КГ |
| Размери на упаковката (Д × Ш × В) | 2600*2200*3650мм | ||
Оборудването използва напълно затворена защита, а защитното устройство е безопасно и надеждно, което трябва да отговаря на Общи технически правила за сигурността при металорезачни машини GB15760-1995. | |||
Това стружарно устройство е предназначено за скоростни стъклени режи, твърдосплавни режи и различни високопроизводителни режи. Може да обработва черни метали, нерудни метали и някои неметални материали. Може да извършва грубо и точна обработка, като включва вътрешни и външни цилиндрични повърхности, вътрешни и външни конусни повърхности, краевые повърхности, резови пазове, стъпки и кръгови дуги на машината. Подходящо е за обработка на детайли с големи серийни размери, висока точност на обработката и високи изисквания за размерна последователност.
 Посещение на клиент
Посещение на клиент 
Да, ние подкрепяме ODM / OEM, и може да проектира и персонализира ексклузивни модели според вашите нужди.
О: Моля, кажете ми вашите спецификации. Можем да изберем най-добрия модел за вас. Можете също да ни изпратите чертежа на продукта. Ще изберем най-подходящата машина за вас.
Отговор: 30% авансово плащане след сключване на договора, 70% плащане преди изпращане, може да бъде обсъдено според Вашата ситуация.
Отговор: Нашата фабрика се намира в град Тенчжоу, Заоцхуанг. Китай, пощенски код 277500. С топло посрещнете ни.
Времето за доставка е 7-10 дни. Ако изберете специална конфигурация, времето за доставка ще бъде съответно удължено